तकनीकी डेटा पावर लॉक चयन और प्रक्रिया
यदि आप चयन प्रक्रिया और महत्वपूर्ण बिंदु देखना चाहते हैं, तो कृपया नीचे आगे बढ़ें।
यदि आप किसी उत्पाद श्रृंखला को सीमित करना या अस्थायी रूप से चुनना चाहते हैं,
कृपया यहां क्लिक करें।
यदि आपकी उपयोग शर्तें तय हो गई हैं और आप विस्तृत चयन चाहते हैं,
कृपया यहां क्लिक करें।
ईएल श्रृंखला चयन
1. अधिकतम टॉर्क और थ्रस्ट लोड की जाँच करें
अधिकतम टॉर्क और थ्रस्ट लोड की गणना ट्रांसमिशन क्षमता को सर्विस कारक की जाती है।
*सर्वो मोटर या स्टेपिंग मोटर को जोड़ते समय, प्रत्येक के अधिकतम टॉर्क (पीक टॉर्क) को अधिकतम उत्पन्न टॉर्क (Tmax) के रूप में उपयोग करें।
| एस आई यूनिट |
|---|
|
Tmax = 9550 × H n ・f Tmax = अधिकतम टॉर्क (N・m)
|
| गुरुत्वाकर्षण इकाइयाँ |
|---|
|
Tmax = 974 × H n ・f Tmax = अधिकतम टॉर्क (kgf・m)
|
Pmax = Pax・f
- Pmax: अधिकतम थ्रस्ट लोड kN{kgf}
- पैक्स: थ्रस्ट लोड kN{kgf}
- f: सर्विस कारक
f: सर्विस कारक
| लोड की स्थिति | सर्विस कारक | |
|---|---|---|
| झटके के बिना सुचारू भार | छोटी जड़ता | 1.5~2.5 |
| हल्का झटका भार | जड़त्व के दौरान | 2.0~4.0 |
| उच्च प्रभाव भार | बड़ा जड़त्व | 3.0~5.0 |
जब केवल टॉर्क लगाया जाता है
ऊपर प्राप्त Tmax की तुलना कैटलॉग ट्रांसमिशन टॉर्क Mt से करें।
Mt ≧ Tmax → उपयोग किया जा सकता है.
Mt < Tmax → मॉडल संख्या बढ़ाने या एकाधिक इकाइयों का उपयोग करने पर विचार करें।
जब टॉर्क और थ्रस्ट लोड एक साथ लागू होते हैं
संयुक्त भार M R की गणना की जाती है और प्रेषित टॉर्क M t के साथ तुलना की जाती है।
MR = Tmax2 + (Pmax × d 2 )2
- Tmax: अधिकतम टॉर्क N・m{kgf・m}
- Pmax: अधिकतम थ्रस्ट लोड N{kgf}
- d: शाफ्ट व्यास m
ऊपर गणना की गई M R की तुलना कैटलॉग ट्रांसमिशन टॉर्क Mt से करें।
M t ≧ M R → उपयोग किया जा सकता है.
M t < M R → मॉडल संख्या बढ़ाने या एकाधिक इकाइयों का उपयोग करने पर विचार करें।
*इस श्रृंखला का उपयोग कई इकाइयों के साथ किया जा सकता है। कई इकाइयों का उपयोग करते समय, ट्रांसमिशन टॉर्क निर्धारित करने के लिए Mt को नीचे दी गई तालिका में दिखाए गए गुणक से गुणा करें।
| प्रयुक्त संख्या | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| बढ़ाई | 1 | 1.55 | 1.85 | 2 |
2. प्रभावी दबाव, संचरण टॉर्क और सतही दबाव की गणना
(1) जब आवश्यक ट्रांसमिशन टॉर्क मान Mt, "मॉडल संख्या और विनिर्देशों" में दिखाए गए ट्रांसमिशन टॉर्क मान [Mt] से भिन्न होता है।
निम्नलिखित सूत्र का उपयोग करके आवश्यक प्रभावी दबाव Fe, थ्रस्ट लोड Pax, और सतह दबाव मान P और P' की गणना करें।
- C 1 = Mt / [Mt] (आवश्यक ट्रांसमिशन टॉर्क का अनुपात)
- Fe = C 1 × [Fe] N{kgf} (प्रभावी दबाव)
- F = Fo + Fe N{kgf} (कुल लगाया गया दबाव)
- Pax = C 1 × [Pax] N{kgf} (थ्रस्ट लोड)
- P = C 1 × [P] MPa{kgf/mm 2} (शाफ्ट साइड दबाव)
- P' = C 1 × [P'] MPa{kgf/mm 2} (बॉस साइड प्रेशर)
- Mt: आवश्यक ट्रांसमिशन टॉर्क मान N・m{kgf・m}
Fo, [Fe], [Mt], [Pax], और [P'] के लिए कृपया "मॉडल संख्या और विनिर्देश" देखें।
(2) जब आवश्यक प्रभावी दबाव Fe "मॉडल संख्या और विनिर्देशों" में दिखाए गए प्रभावी दबाव [Fe] से भिन्न होता है।
निम्नलिखित का उपयोग करके ट्रांसमिशन टॉर्क मान Mt, थ्रस्ट लोड Pax, और सतही दबाव P और P' की गणना करें:
- C2 = Fe / [Fe] (आवश्यक प्रभावी दबाव का अनुपात)
- Mt = C 2 × [Mt] N・m{kgf・m} (ट्रांसमिशन टॉर्क)
- Pax = C 2 × [Pax] N{kgf} (थ्रस्ट लोड)
- P = C 2 × [P] MPa{kgf/mm 2} (शाफ्ट साइड दबाव)
- P' = C 2 × [P'] MPa{kgf/mm 2} (बॉस साइड प्रेशर)
- Fe: आवश्यक प्रभावी दबाव N{kgf}
Fo, [Fe], [Mt], [Pax], और [P'] के लिए, "मॉडल संख्याएँ और विनिर्देश" देखें। नोट: 0.25 ≦ C 2 ≦ 2
(3) जब कई पावर लॉक ईएल को श्रृंखला में व्यवस्थित किया जाता है।
निम्नलिखित सूत्र (z: पावर लॉक ईएल तारों की संख्या की संख्या) का उपयोग करके ट्रांसमिशन टॉर्क Mtz, थ्रस्ट लोड Paxz, और सतह दबाव Pz और P'z की गणना करें।
- Mtz = S・Mt1
- Paxz = S・Pax1
- Pz = P 1 (शाफ्ट पक्ष)
- P'z = P' 1 (बॉस पक्ष)
Mt 1, Pax 1, और P' 1 वे मान हैं जब तारों की संख्या एक सेट होती है।
| Z | S |
|---|---|
| 1 | 1 |
| 2 | 1.55 |
| 3 | 1.85 |
| 4 | 2 |
3. अक्ष और बॉस पर विचार
पावर लॉक ईएल में स्वयं कोई केंद्रीकरण कार्य नहीं होता। केंद्रीकरण शाफ्ट और हब के बीच स्थित केंद्रीकरण गाइड का उपयोग करके किया जाना चाहिए।
केन्द्रीकरण गाइड की लंबाई d/2 या उससे अधिक होनी चाहिए, लेकिन केन्द्रीकरण गाइड की सहनशीलता आवश्यक सटीकता के अनुसार निर्धारित की जानी चाहिए।
(1) सामग्री की मजबूती पर विचार
बॉस और शाफ्ट ऐसी सामग्री से बने होने चाहिए जिसकी मजबूती निम्नलिखित सूत्र को संतुष्ट करती हो।
σ0.2S≧ 1.4 × P σ0.2B≧ 1.4 × P'
- σ 0.2S, σ 0.2B: शाफ्ट और बॉस सामग्री का उपज बिंदु MPa{kgf/mm 2}
- P, P': शाफ्ट और हब छिद्र पर कार्य करने वाला सतही दबाव MPa {kgf/mm 2}
कृपया स्टील सामग्री शक्ति तालिका देखें, जो प्रतिनिधि स्टील सामग्री के उपज बिंदु मूल्यों को दर्शाता है।
(2) आवश्यक हब बाहरी व्यास D N और स्वीकार्य खोखले शाफ्ट छेद व्यास d B पर विचार करें
आपके द्वारा उपयोग किए जाने वाले बॉस का बाहरी व्यास कम से कम D N होना चाहिए, जिसकी गणना निम्न सूत्र द्वारा की जाती है। इसके अलावा, यदि आप खोखले शाफ्ट का उपयोग करते हैं, तो ऐसे शाफ्ट का उपयोग करें जिसका छेद व्यास dB से अधिक न हो, जिसकी गणना निम्न सूत्र द्वारा की जाती है।
(a) बॉस की तरफ बोल्ट लगाते समय
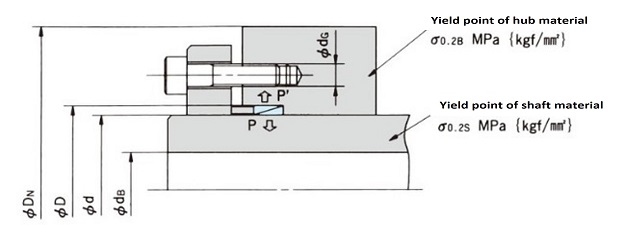
DN ≧ D σ0.2B + 0.8 × P' σ0.2B - 0.8 × P' + dG
dB ≦ d σ0.2S - 1.2 × P σ0.2S
(b) शाफ्ट की तरफ बोल्ट लगाते समय
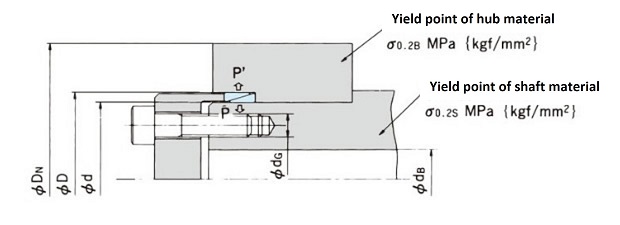
DN ≧ D σ0.2B + 0.6 × P' σ0.2B - 0.6 × P'
dB ≦ d σ0.2S - 1.6 × P σ0.2S - dG
P, P': शाफ्ट साइड और बॉस साइड पर सतही दबाव MPa {kgf/mm 2}
4. बन्धन बोल्ट का चयन
(1) बोल्ट शक्ति वर्ग और यांत्रिक गुण
बोल्ट की मज़बूती और यांत्रिक गुणों के लिए कृपया यहाँ देखें। हम जहाँ तक संभव हो, 10.9 और 12.9 वर्ग के बोल्ट इस्तेमाल करने की सलाह देते हैं।
यह बाहरी कंपन के कारण ढीलेपन के प्रति प्रतिरोधी है। इसका उपयोग क्लास 12.9 बोल्ट और क्लास 10.9 कसने वाले टॉर्क के साथ किया जा सकता है।
(2) सीट दबाव की जांच
क्लास 10.9 या 12.9 बोल्ट का उपयोग करते समय, कृपया बोल्ट बेयरिंग सतह के सतही दबाव पर विचार करें।
यदि बेयरिंग सतह का दबाव निम्नलिखित तालिका में दर्शाए गए सीमा दबाव से अधिक हो जाता है, तो बेयरिंग सतह समय के साथ ढह जाएगी, जिससे बोल्ट अक्षीय बल खो देगा और ढीला हो जाएगा।
यदि बेयरिंग सतह का दबाव सीमा से अधिक हो जाता है, तो प्रेशर फ्लैंज की यांत्रिक शक्ति बढ़ाएँ (सामग्री बदलकर या ऊष्मा उपचार लागू करके) या बेयरिंग सतह के ढहने को कम करने के लिए बोल्टों के कसने वाले बल को कम करें। बेयरिंग सतह क्षेत्र और बेयरिंग सतह दबाव की गणना निम्नलिखित सूत्रों का उपयोग करके की जा सकती है।
बेअरिंग क्षेत्र = As = π 4 (D 2- da 2 max) mm 2
- डी: बोल्ट हेड व्यास (डेटा देखें) मिमी
- दा अधिकतम: गर्दन आर के बाद वृत्त का व्यास (डेटा देखें) मिमी
- बियरिंग दाब Ps = Fv / As MPa{kgf/mm 2}
- FV: कसने वाला बल N{kgf}
विभिन्न सामग्रियों के लिए जंकर सीमा
| सामग्री | यांत्रिक विशेषताएं | सीमा सतही दबाव पीडब्लू एमपीए{किलोग्राम/मिमी 2} |
||||||
|---|---|---|---|---|---|---|---|---|
| नाम | जर्मनी मानक |
समकक्ष जिस |
तन्यता ताकत एमपीए{किलोग्राम/मिमी 2} |
संपीड़न उपज बिंदु एमपीए{किलोग्राम/मिमी 2} |
||||
| कम कार्बन इस्पात | St37 | S10C | 346 | 35.3 | 272 | 27.9 | 294 | 30 |
| मध्यम कार्बन स्टील | St50 | S30C | 505 | 51.5 | 329 | 33.6 | 490 | 50 |
| ताप-उपचारित कार्बन स्टील | C45 | एस45सी (शोधन) |
721 | 73.6 | 478 | 48.8 | 882 | 90 |
| कच्चा लोहा | GG22 | - | 228 | 23.3 | 443 | 45.2 | 980 | 100 |
5. दबाव तंत्र का डिज़ाइन
चूंकि बोल्टों को कसने पर दबाव फ्लैंजों पर बहुत अधिक दबाव पड़ता है, इसलिए कृपया प्लास्टिक विरूपण को रोकने के लिए पर्याप्त मजबूती वाली सामग्री का उपयोग करें तथा पर्याप्त छूट के साथ डिजाइन करें।
कृपया नीचे हमारी कंपनी द्वारा अनुशंसित दबाव तंत्र के लिए डिज़ाइन गणना सूत्र देखें।
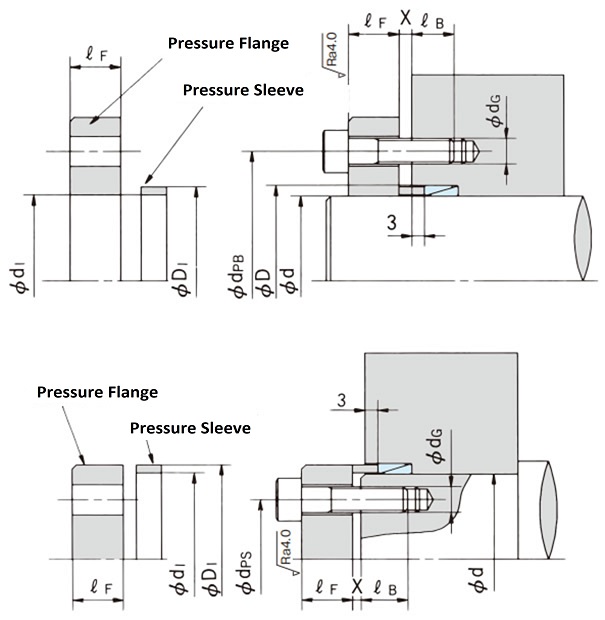
कृपया d 1, D 1 और X आयामों के लिए नीचे दी गई तालिका देखें।
मॉडल संख्या डी एक्सडी mm |
अंतर एक्स पावर लॉक ईएल तारों की संख्या |
दबाव आस्तीन दबाव निकला हुआ किनारा आयाम |
||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | d1 | D1 | |
| PL010X013E | 2 | 2 | 3 | 3 | 10.1 | 12.9 |
| PL011X014E | 2 | 2 | 3 | 3 | 11.1 | 13.9 |
| PL012X015E | 2 | 2 | 3 | 3 | 12.1 | 14.9 |
| PL013X016E | 2 | 2 | 3 | 3 | 13.1 | 15.9 |
| PL014X018E | 3 | 3 | 4 | 5 | 14.1 | 17.9 |
| PL015X019E | 3 | 3 | 4 | 5 | 15.1 | 18.9 |
| PL016X020E | 3 | 3 | 4 | 5 | 16.1 | 19.9 |
| PL017X021E | 3 | 3 | 4 | 5 | 17.1 | 20.9 |
| PL018X022E | 3 | 3 | 4 | 5 | 18.1 | 21.9 |
| PL019X024E | 3 | 3 | 4 | 5 | 19.2 | 23.8 |
| PL020X025E | 3 | 3 | 4 | 5 | 20.2 | 24.8 |
| PL022X026E | 3 | 3 | 4 | 5 | 22.2 | 25.8 |
| PL024X028E | 3 | 3 | 4 | 5 | 24.2 | 27.8 |
| PL025X030E | 3 | 3 | 4 | 5 | 25.2 | 29.8 |
| PL028X032E | 3 | 3 | 4 | 5 | 28.2 | 31.8 |
| PL030X035E | 3 | 3 | 4 | 5 | 30.2 | 34.8 |
| PL032X036E | 3 | 3 | 4 | 5 | 32.2 | 35.8 |
| PL035X040E | 3 | 3 | 4 | 5 | 35.2 | 39.8 |
| PL036X042E | 3 | 3 | 4 | 5 | 36.2 | 41.8 |
| PL038X044E | 3 | 3 | 4 | 5 | 38.2 | 43.8 |
| PL040X045E | 3 | 4 | 5 | 6 | 40.2 | 44.8 |
| PL042X048E | 3 | 4 | 5 | 6 | 42.2 | 47.8 |
| PL045X052E | 3 | 4 | 5 | 6 | 45.2 | 51.8 |
| PL048X055E | 3 | 4 | 5 | 6 | 48.2 | 54.8 |
| PL050X057E | 3 | 4 | 5 | 6 | 50.2 | 56.8 |
| PL055X062E | 3 | 4 | 5 | 6 | 55.2 | 61.8 |
| PL056X064E | 3 | 4 | 5 | 7 | 56.2 | 63.8 |
| PL060X068E | 3 | 4 | 5 | 7 | 60.2 | 67.8 |
| PL063X071E | 3 | 4 | 5 | 7 | 63.2 | 70.8 |
| PL065X073E | 3 | 4 | 5 | 7 | 65.2 | 72.8 |
| PL070X079E | 3 | 5 | 6 | 7 | 70.3 | 78.7 |
| PL071X080E | 3 | 5 | 6 | 7 | 71.3 | 79.7 |
| PL075X084E | 3 | 5 | 6 | 7 | 75.3 | 83.7 |
| PL080X091E | 4 | 5 | 6 | 8 | 80.3 | 90.7 |
| PL085X096E | 4 | 5 | 6 | 8 | 85.3 | 95.7 |
| PL090X101E | 4 | 5 | 6 | 8 | 90.3 | 100.7 |
| PL095X106E | 4 | 5 | 6 | 8 | 95.3 | 105.7 |
| PL100X114E | 4 | 6 | 7 | 9 | 100.3 | 113.7 |
| PL110X124E | 4 | 6 | 7 | 9 | 110.3 | 123.7 |
| PL120X134E | 4 | 6 | 7 | 9 | 120.3 | 133.7 |
| PL130X148E | 5 | 7 | 9 | 11 | 130.4 | 147.6 |
| PL140X158E | 5 | 7 | 9 | 11 | 140.4 | 157.6 |
| PL150X168E | 5 | 7 | 9 | 11 | 150.4 | 167.6 |
(1) बोल्ट पिच सर्कल व्यास डीपी बी, डीपी एस मिमी
- (जब d = Φ10 से Φ30) dp B = D + 8 + d G dp S = d - 8 - d G
- (जब d = Φ32 से Φ150) dp B = D + 10 + d G dp S = d - 10 - d G
हालाँकि, दबाव फ्लैंज को बॉस की ओर जोड़ते समय, बोल्टों की संख्या डीपी बी की परिधि पर जोड़े जा सकने वाले अधिकतम संख्या के आधे या उससे कम होनी चाहिए।
(2) दबाव फ्लैंज की मोटाई ℓFmm
ℓF ≧ 2 × dG
(3) दबाव फ्लैंज की ताकत (σ 0.2F)
- क्लास 8.8 के टॉर्क के साथ बोल्ट को कसते समय... σ0.2F ≧ 294 MPa {30 kgf/mm 2} (S35C के बराबर)
- क्लास 10.9 के टॉर्क के साथ बोल्ट को कसते समय... σ0.2F ≧ 343 MPa {35 kgf/mm 2} (S45C के बराबर)
- क्लास 12.9 के टॉर्क के साथ बोल्ट को कसते समय... σ0.2F ≧ 392 MPa {40 kgf/mm 2} (S55C के बराबर)
σ0.2F: दबाव फ्लैंज का उपज बिंदु MPa{kgf/mm 2}
(4) धागा जुड़ाव लंबाई ℓ B मिमी
ℓB ≧ 1.5 × dG
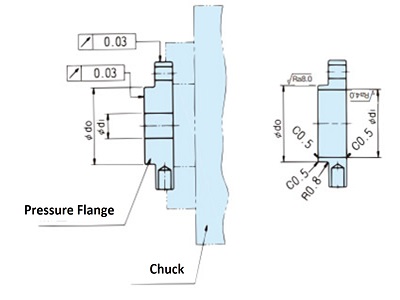
दबाव निकला हुआ किनारा प्रसंस्करण उदाहरण
X: प्रेशर फ्लैंज और बॉस एंड या शाफ्ट एंड के बीच रिंग पर दबाव डालते समय आवश्यक न्यूनतम हस्तक्षेप। तालिका पावर लॉक EL तारों की संख्या की संख्या के अनुसार मान दर्शाती है।