तकनीकी डेटा सिंक्रोनस बेल्ट्स और बेल्ट स्प्रॉकेट्स डिज़ाइन डेटा
पुली और शाफ्ट कनेक्शन
(1) कुंजी लॉकिंग विधि
यह नीचे दी गई तालिका में दिखाए गए शाफ्ट छेद और शाफ्ट के लिए फिट आयामी सहिष्णुता और कुंजीवे सहिष्णुता का उपयोग करके कुंजीयन की एक सामान्य विधि है।
कृपया पुली फ़िट बोर्स जिसमें मानकीकृत शाफ्ट छेद, कुंजी और टैप प्रसंस्करण है और इसे केवल मॉडल नंबर का उपयोग करके ऑर्डर किया जा सकता है।
- - एल्युमीनियम पुली के लिए, 80N/mm2 या उससे कम कीवे सतह दबाव के साथ और घूर्णन की एक दिशा में उपयोग करें।
- - आगे और पीछे घुमाते समय कृपया लॉक बेल्ट स्प्रॉकेट्स उपयोग करें।
(2) घर्षण का उपयोग करके बन्धन विधि
कृपया एकीकृत घर्षण फास्टनरों के साथ उपलब्ध लॉक बेल्ट स्प्रॉकेट्स का संदर्भ लें।
लॉक बेल्ट स्प्रॉकेट्स चयन के लिए, एस-प्रकार लॉक बेल्ट स्प्रॉकेट्स और सी-प्रकार लॉक बेल्ट स्प्रॉकेट्स देखें।
- ・ लॉक बेल्ट स्प्रॉकेट्स जैसे घर्षण-प्रकार के फास्टनर पुली बॉडी पर मज़बूत सतही दबाव डालते हैं, इसलिए एल्युमीनियम लॉक बेल्ट स्प्रॉकेट्स उच्च-शक्ति वाले एल्युमीनियम मिश्र धातु से बने होते हैं। मानक एल्युमीनियम पुली (पायलट बोर) को घर्षण-प्रकार के फास्टनर (जैसे पावर लॉक) का उपयोग करने के लिए मशीनीकृत नहीं किया जा सकता क्योंकि इससे पुली को नुकसान हो सकता है।
यदि आप एल्यूमीनियम पुली के साथ घर्षण-प्रकार के फास्टनर का उपयोग कर रहे हैं, तो कृपया हमारी लॉक बेल्ट स्प्रॉकेट्स उपयोग करें।
शाफ्ट छेद आयाम और सहनशीलता
शाफ्ट छेद और शाफ्ट फिट आयामी सहिष्णुता (JIS B0401)
| आयाम सीमा मिमी | शाफ्ट छेद आयामी सहिष्णुता | शाफ्ट आयामी सहिष्णुता | ||
|---|---|---|---|---|
| H7 | H8 | h7 | h8 | |
| 3 से अधिक और 6 से कम | + 12~0 | + 18~0 | 0~-12 | 0~-18 |
| 6 से अधिक और 10 से कम | + 15~0 | + 22~0 | 0~-15 | 0~-22 |
| 10 से अधिक और 18 से कम | + 18~0 | + 27~0 | 0~-18 | 0~-27 |
| 18 से अधिक और 30 से कम | + 21~0 | + 33~0 | 0~-21 | 0~-33 |
| 30 से अधिक और 50 से कम | + 25~0 | + 39~0 | 0~-25 | 0~-39 |
| 50 से अधिक और 80 से कम | + 30~0 | + 46~0 | 0~-30 | 0~-46 |
| 80 से अधिक और 120 से कम | + 35~0 | + 54~0 | 0~-35 | 0~-54 |
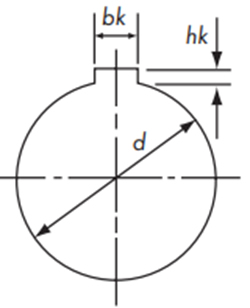
कीवे आयाम और सहनशीलता
फ़िट बोर्स शाफ्ट होल तैयार उत्पादों के लिए विशिष्ट आयाम और सहनशीलता संदर्भ के लिए नीचे दिखाए गए हैं।
नई JIS कुंजी Js9
| शाफ्ट छेद व्यास | मुख्य आयाम | कीवे गहराई डी + एचके |
नाली आयाम सहिष्णुता बीके |
|---|---|---|---|
| 10 या अधिक और 12 या उससे कम | 4×4 | d + 1.8 | 4±0.0150 |
| 12 से अधिक और 17 से कम | 5×5 | d + 2.3 | 5±0.0150 |
| 17 से अधिक और 22 से कम | 6×6 | d + 2.8 | 6±0.0150 |
| 22 से अधिक और 30 से कम | 8×7 | d + 3.3 | 8±0.0180 |
| 30 से अधिक और 38 से कम | 10×8 | d + 3.3 | 10±0.0180 |
| 38 से अधिक और 44 से कम | 12×8 | d + 3.3 | 12±0.0215 |
| 44 से अधिक और 50 से कम | 14×9 | d + 3.8 | 14±0.0215 |
| 50 से अधिक और 58 से कम | 16×10 | d + 4.3 | 16±0.0215 |
| 58 से अधिक और 65 से कम | 18×11 | d + 4.4 | 18±0.0215 |
| 65 से अधिक और 75 से कम | 20×12 | d + 4.9 | 20±0.0260 |
| 75 से अधिक और 85 से कम | 22×14 | d + 5.4 | 22±0.0260 |
| 85 से अधिक और 95 से कम | 25×14 | d + 5.4 | 25±0.0260 |
पुरानी JIS कुंजी E9
| शाफ्ट छेद व्यास | मुख्य आयाम | कीवे गहराई डी + एचके |
नाली आयाम सहिष्णुता बीके |
|---|---|---|---|
| 10 या अधिक और 13 या उससे कम | 4×4 | d + 1.5 | 4 +0.050 |
| 13 से अधिक और 20 से कम | 5×5 | d + 2.0 | 5 +0.050 |
| 20 से अधिक और 30 से कम | 7×7 | d + 3.0 | 7 +0.061 |
| 30 से अधिक और 40 से कम | 10×8 | d + 3.5 | 10 +0.061 |
| 40 से अधिक और 50 से कम | 12×8 | d + 3.5 | 12 +0.075 |
| 50 से अधिक और 60 से कम | 15×10 | d + 5.0 | 15 +0.075 |
| 60 से अधिक और 70 से कम | 18×12 | d + 6.0 | 18 +0.075 |
| 70 से अधिक और 80 से कम | 20×13 | d + 6.0 | 20 +0.092 |
| 80 से अधिक और 95 से कम | 24×16 | d + 8.0 | 24 +0.092 |
यदि आपको कीवे मशीनिंग की आवश्यकता है, तो कृपया आयाम और सहनशीलता निर्दिष्ट करें।
यदि कोई निर्देश नहीं दिया गया है, तो ऊपर दी गई तालिका में दी गई सहनशीलता का उपयोग किया जाएगा।
पुली सतह उपचार
अनुप्रयोग के आधार पर विभिन्न सतह उपचार उपलब्ध हैं, इसलिए कृपया उन पर विचार करें।
| सतह उपचार के प्रकार | प्रभाव | लागू सामग्री |
|---|---|---|
| काला ऑक्साइड | जंग की रोकथाम और सजावट | मशीन संरचनाओं के लिए कार्बन स्टील |
| इलेक्ट्रोगैल्वनाइजिंग | जंग की रोकथाम और सजावट | मशीन संरचनाओं के लिए कार्बन स्टील |
| इलेक्ट्रोलेस निकल-फास्फोरस चढ़ाना | जंग की रोकथाम और सजावट | मशीन संरचनाओं के लिए कार्बन स्टील |
| उद् - द्वारीकरण स्फटयातु | जंग रोधन | एल्यूमीनियम मिश्र धातु |
| कठोर एनोडाइज्ड एल्यूमीनियम | जंग की रोकथाम और घिसाव प्रतिरोध | एल्यूमीनियम मिश्र धातु |
मानक स्टॉक वस्तुओं का अतिरिक्त प्रसंस्करण
बेल्ट स्प्रॉकेट्स के शाफ्ट छेद को मशीन करने का सबसे अच्छा तरीका दांतों के बाहरी व्यास को चक करना है, लेकिन मानक स्टॉक बेल्ट स्प्रॉकेट्स के लिए, दांतों के बाहरी व्यास और हब के बाहरी व्यास को सटीक रूप से संकेंद्रित करने के लिए मशीन किया जाता है, इसलिए हम शाफ्ट छेद को मशीन करते समय हब के बाहरी व्यास को चक करने की सलाह देते हैं।
इसके अलावा, डीएफ प्रकार की पुली को संसाधित करते समय, निकला हुआ किनारा घूमेगा, इसलिए कृपया घुमाव को रोकने के लिए टैप किए गए छेद में एक सेटस्क्रू डालें।

बीएफ प्रकार चकिंग उदाहरण

सुनिश्चित करें कि फ्लैंज को चकिंग से बचाया जाए।
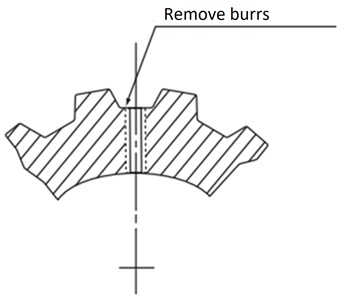
दोहन
दांत की जड़ पर मशीनिंग करते समय, किसी भी गड़गड़ाहट को हटाना सुनिश्चित करें। सावधान रहें क्योंकि गड़गड़ाहट बेल्ट को नुकसान पहुँचा सकती है। (हब वाली पुली के लिए, हब को थपथपाएँ।)