तकनीकी डेटा सिंक्रोनस बेल्ट्स और बेल्ट स्प्रॉकेट्स डिज़ाइन डेटा
गाइड फ्लैंज
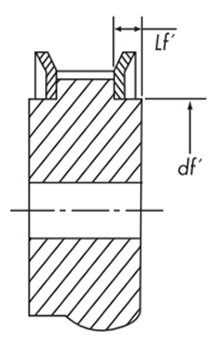
मानक फ्लैंज का उपयोग करते समय पुली आयाम
फ्लैंज मेटिंग भाग की आयामी सहनशीलता
| मेटिंग भाग आयाम df' | 25 या उससे कम | 25 से अधिक और 50 से कम | 50 से अधिक और 100 से कम | 100 से अधिक और 180 से कम |
|---|---|---|---|---|
| सहनशीलता मिमी | -0.02 -0.05 |
-0.02 -0.06 |
-0.02 -0.07 |
-0.02 -0.12 |
चरणबद्ध भाग की लंबाई
| प्रकार (पिच) | P3M | P5M | P8M | P14M |
|---|---|---|---|---|
| चरण की लंबाई Lf' मिमी | 2.0 | 2.2 | 2.6 | 5.0 |
निकला हुआ किनारा प्रदर्शन विधि
एएस प्रकार...सामग्री: एल्युमीनियम
एसएस प्रकार...सामग्री: स्टील
AF प्रकार...सामग्री: एल्युमीनियम
एसएफ प्रकार...सामग्री: स्टील
AF प्रकार...सामग्री: एल्युमीनियम
एसएफ प्रकार...सामग्री: स्टील
प्रदर्शन उदाहरण

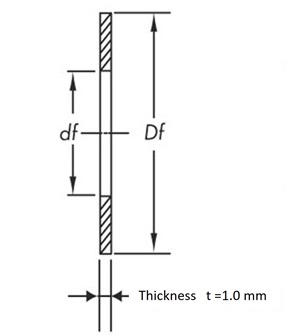
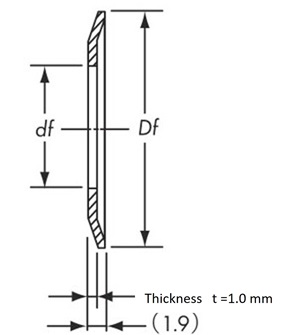
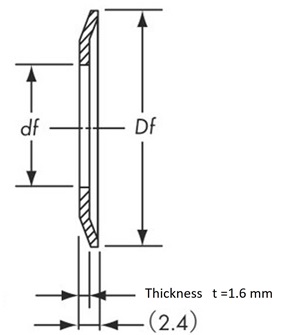
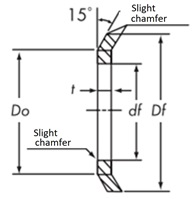
सामान्य आकार और मानक आयाम
| प्रकार (आवाज़ का उतार-चढ़ाव) |
मोटाई t | बाहरी व्यास Df न्यूनतम |
आंतरिक व्यास डीएफ |
||
|---|---|---|---|---|---|
| अनुशंसित मूल्य | आमतौर पर इस्तेमाल की जाने वाली मोटाई | ||||
| प्रेस प्रकार | काटने का प्रकार | ||||
| P2M | 1.0 | 1.6 | 1.0 ~ 1.6 | Do + 4 | Do - 5 |
| P3M | Do + 4.5 | ||||
| P5M | 2.0 | 1.0 ~ 2.0 | Do + 6.3 | Do - 8 | |
| P8M | 1.6 | 2.5 | 1.6 ~ 2.5 | Do + 8 | Do - 10 |
| P14M | - | 4.0 | 4.0 ~ 5.0 | Do + 14 | Do - 20 |
प्रयुक्त मानक फ्लैंज के आधार पर, बाहरी या आंतरिक व्यास ऊपर दी गई तालिका में दिखाए गए व्यास से भिन्न हो सकता है।
प्रेस प्रकार
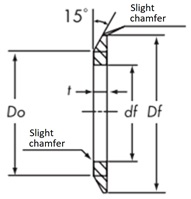
काटने का प्रकार
गाइड फ्लैंज स्थापना
निकला हुआ किनारा फिक्सिंग
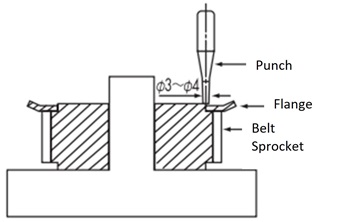
क्रिम्पिंग विधि
प्रेस फ्लैंज और मशीनी फ्लैंज को आमतौर पर एक पंच के साथ सील करके सुरक्षित किया जाता है जैसा कि नीचे चित्र में दिखाया गया है।
क्रिम्प्स की संख्या निम्नलिखित मानकों के अनुरूप होनी चाहिए:
| टिप व्यास मिमी | 30 या उससे कम | 30 से अधिक और 50 से कम | 50 से अधिक और 120 से कम | 120 से अधिक और 250 से कम |
|---|---|---|---|---|
| रिवेट्स की संख्या | 4 | 8 | 12 | 16 |
टिप्पणी
- - पुली को समतल सतह पर रखें और फ्लैंज को क्रिम्पिंग पंच से क्रिम्प करें।
- - हब के विपरीत भाग को क्रिम्प करते समय, हब को बोर्ड पर रखे बेलनाकार जिग में डालें और स्थिर स्थिति में क्रिम्प करें।
अन्य फिक्सिंग विधियाँ
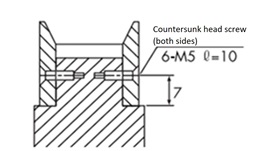
पेंच बन्धन विधि
बड़े दांतों वाली घिरनियों जैसे कि P8M और P14M के घूमने वाले फ्लैंजों को उनके उपयोग के तरीके के आधार पर, सपाट सिर वाले स्क्रू के साथ घिरनी बॉडी पर लगाया जा सकता है।
नीचे दी गई तालिका में फ्लैट हेड स्क्रू की संख्या न्यूनतम संख्या है।
| टिप व्यास मिमी | 120 या उससे कम | 120 से अधिक और 250 से कम | 250 से अधिक और 450 से कम | 450 से अधिक और 650 से कम |
|---|---|---|---|---|
| स्क्रू की संख्या | 4 | 6 | 8 | 12 |
नर्लिंग विधि
खराद पर नर्लिंग और क्रिम्पिंग की विधि का भी उपयोग किया जाता है।
पुली दांत की चौड़ाई
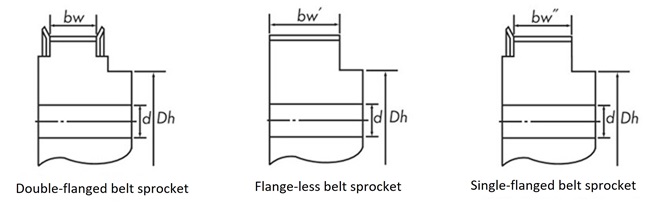
बेल्ट की चौड़ाई और पुली के दाँत की चौड़ाई
| प्रकार (आवाज़ का उतार-चढ़ाव) |
बेल्ट की चौड़ाई मिमी |
पुली दाँत की चौड़ाई (संदर्भ मान) | ||
|---|---|---|---|---|
| दोनों तरफ फ्लैंज के साथ बीडब्ल्यू |
बिना फ्लैंज के बीडब्ल्यू' |
एकल निकला हुआ किनारा बीडब्ल्यू'' |
||
| P2M | 4 | 5.0 | 9.0 | 7.0 |
| 6 | 7.5 | 11.5 | 9.5 | |
| 10 | 12.0 | 16.0 | 14.0 | |
| P3M | 6 | 7.5 | 11.5 | 9.5 |
| 10 | 12.0 | 16.0 | 14.0 | |
| 15 | 17.0 | 21.0 | 19.0 | |
| P5M | 10 | 11.6 | 16.0 | 13.8 |
| 15 | 16.6 | 21.0 | 18.8 | |
| 25 | 27.6 | 32.0 | 29.8 | |
| P8M | 15 | 16.8 | 22.0 | 19.4 |
| 25 | 27.8 | 33.0 | 30.4 | |
| 40 | 43.8 | 49.0 | 46.4 | |
| 60 | 64.8 | 70.0 | 67.4 | |
| P14M | 40 | 43.0 | 53.0 | 48.0 |
| 60 | 64.0 | 74.0 | 69.0 | |
| 80 | 85.0 | 95.0 | 90.0 | |
| 100 | 106.0 | 116.0 | 111.0 | |
| 120 | 127.0 | 137.0 | 132.0 | |
बैकलैश-मुक्त दांत प्रोफ़ाइल
सिंक्रोनस बेल्ट्स सामान्यतः मेशिंग के समय बैकलैश होता है, लेकिन सिंक्रोनस बेल्ट्स ड्राइव के लिए जिसमें अत्यंत सटीक घुमाव की आवश्यकता होती है, जैसे रोबोट, इलेक्ट्रॉनिक घटक असेंबली मशीन, एनसी डिवाइस, प्रिंटर और प्लॉटर, हम विशेष बैकलैश-मुक्त टूथ प्रोफाइल के साथ पुली का निर्माण करते हैं जो बैकलैश को कम करते हैं और रोटेशन कोणीय असंरेखण दबाते हैं, इसलिए कृपया विवरण के लिए हमसे संपर्क करें।
