तकनीकी डेटा टॉप चेन चयन
यह पृष्ठ निम्नलिखित वस्तुओं का परिचय देता है:
(मुख्य पाठ तक स्क्रॉल करने के लिए प्रत्येक आइटम पर क्लिक करें।)
- 2-1. रेल प्लेसमेंट
- 2-2. गाइड क्लीयरेंस
- 2-3. घिसाव पट्टी की स्थापना का उदाहरण (कमरे के तापमान पर)
- 2-4. कन्वेयर लेआउट
- 2-5. WT0700 श्रृंखला डबल नोज़ बार स्थापना उदाहरण
- 2-6. डबल नोज़ बार के साथ WT1500 श्रृंखला और BTN5 की स्थापना का उदाहरण
- 2-7. WT2520 श्रृंखला फॉरवर्ड/रिवर्स बॉटम ड्राइव लेआउट
- 2-8. नोज़ बार इन-लाइन लेआउट
- 2-9. BTC4-M प्रकार इन-लाइन संयुक्त लेआउट
- 2-10. WT2520 श्रृंखला इन-लाइन लेआउट
- 2-11. ऑर्थोगोनल ट्रांसपोर्ट लेआउट
- 2-12. WT1500 और WT1505G का ऑर्थोगोनल परिवहन
- 2-13. झुका हुआ कन्वेयर टेक-अप
- 2-14. उड़ान प्रकार की चेन का वापसी मार्ग
- 2-15. तैराव-निवारक टैब का विशेष संगठन
- 2-16. ट्रांसफर प्लेट स्थापना
प्लास्टिक मॉड्यूलर चेन (चौड़ी) कन्वेयर डिज़ाइन जानकारी
2-1. रेल प्लेसमेंट
रेल लेआउट स्थापना स्थान के आधार पर अलग-अलग होगा, लेकिन नीचे दिए गए चित्र में एक उदाहरण दिखाया गया है (भारी भार लेआउट)।
टिप्पणी)
- 1. हस्तक्षेप को रोकने के लिए ड्राइव स्प्रोकेट के घिसाव पट्टी और फ्रेम के अंतिम भाग को चैम्फर करें।
- 2. WT1907, WT3827, और WT5707 Φ80 या उससे बड़े हैं।
- 3. WT0705-W, WT1515-W, WT1516-W, WT0705-M, WT1515G-M, और BTC4-M प्रकार Φ20 या उससे बड़े हैं।
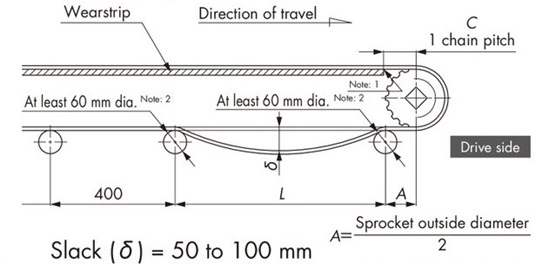
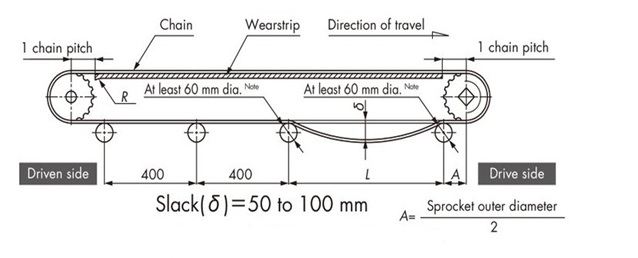
2-1-1. चेन ढीला
ड्राइव स्प्रोकेट के नीचे वापसी मार्ग चेन को पकड़ने वाले रिटर्न रोलर्स के बीच की दूरी L के लिए नीचे दी गई तालिका 5 देखें, और रिटर्न रोलर्स के बीच चेन का ढीलापन 50 से 100 मिमी रखें। यह ढीलापन टूथ स्किपिंग को रोकता है। यदि चेन इस सीमा से बाहर है, तो टूथ स्किपिंग हो सकती है।
तालिका 5. रिटर्न रोलर स्पेसिंग L
| चेन प्रकार | रिटर्न रोलर स्पेसिंग L | |
|---|---|---|
| तनाव भार कारक (F1) | ||
| जब यह 50% से नीचे हो | जब यह 50% से अधिक हो जाता है | |
| WT0405, WT0705 | 400 ~ 600 | |
| BT6, BT8 | 500 ~ 700 | 800 ~ 1000 |
| WT2250, WT2515, WT2525, WT2525VG | 600 ~ 900 | |
| WT1500, 2500, 3000, 3800 | 450 ~ 500 | |
| WT3109, BTH16 | 750 ~ 1000 | |
WT1907, WT3827, WT3835, और WT5707 के लिए
| परिवहन की स्थिति | रोलर स्पेसिंग L |
|---|---|
| 12 मीटर से कम कन्वेयर की लंबाई और 75 किग्रा/ मी² या उससे कम परिवहन भार के लिए | 600 ~ 900 |
| 20 मीटर से कम कन्वेयर की लंबाई और 100 किग्रा/ मी² या उससे कम परिवहन भार के लिए | 750 ~ 900 |
| जब कन्वेयर की लंबाई 20 मीटर से कम हो और परिवहन की जाने वाली सामग्री की मात्रा 100 किग्रा/m2 से अधिक हो | 1200 ~ 1500 |
टिप्पणी)
- 1. चौड़ाई अनुसार ढाला गया प्रकारों को प्लास्टिक टॉप चेन के समान ही डिजाइन किया जाना चाहिए।
- 2. कृपया पाश्चराइजर जैसे विशेष कन्वेयर के संबंध में हमसे संपर्क करें।
- 3. कृपया दोनों सिरों पर नाक सलाखों की स्थापना को देखें।
WT0705-W, WT1515/6-W, WT0705-M, WT1515G-M, और BTC4-M मॉडलों के लिए
| रिटर्न रोलर | अनुशंसित श्रृंखला चौड़ाई | वापसी रोलर केंद्र दूरी |
|---|---|---|
| TP-RR20650 | 300 मिमी या उससे कम | 400mm |
| TP-RR30850 | 500 मिमी या उससे कम | 400 ~ 600mm |
| TP-RR41050 | 600 मिमी या उससे कम |
2-1-2. जुड़ाव कोण
ड्राइव स्प्रोकेट और चेन के बीच मेशिंग कोण कम से कम 180° होना चाहिए। ध्यान दें: यदि कोण बहुत छोटा है, तो दांत छूट सकते हैं।
नोट) निचला ड्राइव "संलग्नक कोण" 200° या उससे अधिक है।
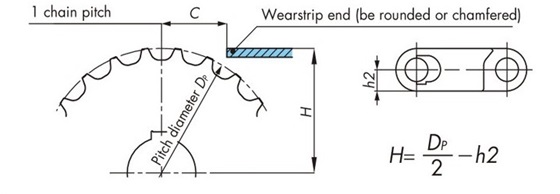
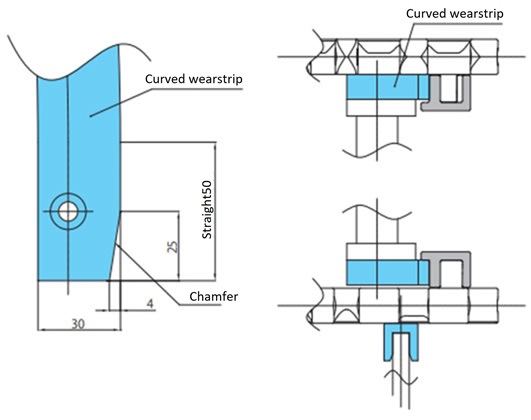
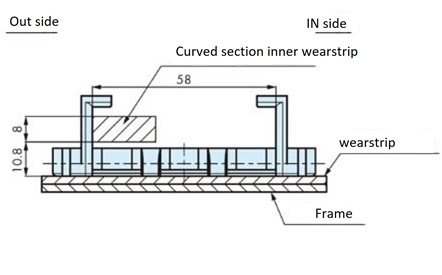
2-1-3.रनिंग घिसाव पट्टी अंत
स्प्रोकेट और घिसाव पट्टी के अंत के बीच की दूरी C एक मूल चेन पिच होनी चाहिए।
इसके अलावा, चेन को घिसाव पट्टी फंसने से रोकने के लिए संचालित घिसाव पट्टी के अंत को मोड़ा या चम्फर किया जाना चाहिए।
2-1-4. स्प्रोकेट और घिसाव पट्टी स्थिति
कृपया नीचे दिए गए चित्र को देखें।
नोट: कृपया WT3109-W और BTH16 प्रकारों के संबंध में हमसे संपर्क करें।
तालिका 6. बैकबेंड त्रिज्या
| चेन प्रकार | बैकबेंड रेडियस R मिमी |
|
|---|---|---|
| चौड़ा | WT0405-W | 5 |
| WT0705-W | 10 | |
| BTN5, WT1505-K, WT1505RN-K, WT1505G-K, WT1505GTO-K, WT1505GTORN-K, WT1506-K, WT1515-W, WT1515G-W, WT1515VG-W, WT1516-W, WT1515G-M, BTC6, BTC6RN, BTC6-T, BTC6RN-T, BTO6, BTO6RN, BTN6 |
15 | |
| WT1907-K | 90 | |
| BTC8, BTM8H, WT2250-W, WT2525-K, WT2515-W, WT2515G-W |
25 | |
| WT2505-K, WT2506-K, WT2706-K, WTU3015T-K |
20 | |
| WT2525VG-K, WT2705-K, WT3005-K, WT3005G-K, WT3086-K, WT3086G-K |
30 | |
| WT3109-W | 35 | |
| WT3816-K, WT3835-K | 40 | |
| WT3827-K | 50 | |
| BTH16 | 60 | |
| WT5707-K | 70 | |
| चौड़ाई अनुसार ढाला गया | BTC4-M, WT0705-M | 10 |
| WT1505G-M, WT1505GTO-M, WT1505TOD-M, WT1515G-M |
15 | |
| BTO8-M, WT2505-M, WT2505G-M, WT2505TOD-M, WTM2535G-M |
20 | |
| BTC8H-M, BTM8H-M, WT2515G-M, WT2525-M |
25 | |
| WT2525VG-M, WT3005G-M, WT3086G-M, WT3085-C325 |
30 | |
| WT3835G-M | 40 | |
नोट: उड़ान के प्रकारों के लिए, यह उड़ान विन्यास और ऊंचाई के आधार पर भिन्न होता है।
2-2. गाइड क्लीयरेंस
तापीय विस्तार को ध्यान में रखते हुए, चेन और गाइड चैनल के बीच गाइड क्लीयरेंस को निम्नलिखित आयामों पर सेट किया जाना चाहिए।
कन्वेयर गाइड चौड़ाई (G) = चेन चौड़ाई (X) + गाइड क्लीयरेंस (Gc)
तालिका 7. गाइड क्लीयरेंस Gc
| चेन की चौड़ाई मिमी | तापमान ℃ | ||
|---|---|---|---|
| -20 ~ 40 | 40 ~ 60 | 60 ~ 80 | |
| 300 से कम | 5.0 | 6.0 | 7.0 |
| 300 से 500 से अधिक | 6.0 | 7.0 | 9.0 |
| 500 से अधिक से 1000 से कम | 8.0 | 11.0 | 15.0 |
| 1000 से 1500 से अधिक | 11.0 | 15.0 | 21.0 |
| 1500 से 2000 से अधिक | 14.0 | 20.0 | 28.0 |
| 2000 से 2500 से अधिक | 17.0 | 24.0 | 34.0 |
| 2500 से 3000 से अधिक | 19.0 | 27.0 | 40.0 |
नोट) पॉलीएसीटल श्रृंखला का रैखिक विस्तार गुणांक: 12 × 10-5 /℃
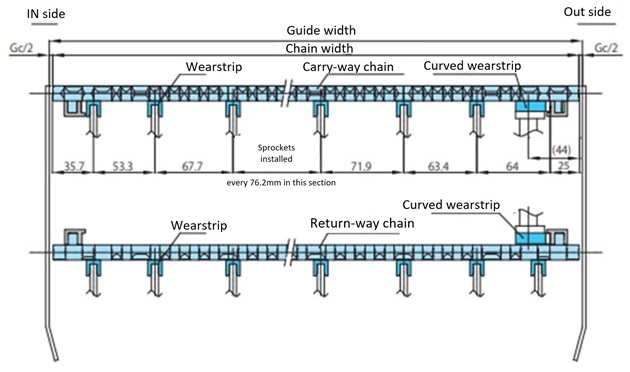
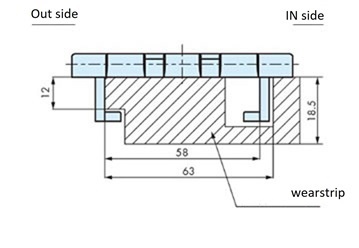
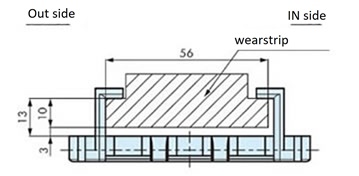
2-3. घिसाव पट्टी की स्थापना का उदाहरण (कमरे के तापमान पर)
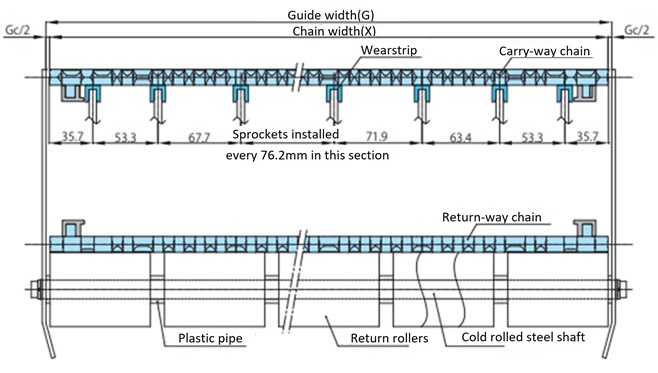
2-3-1. चौड़ा प्रकार (सांप रोधी अटैचमेंट के बिना)
घिसाव पट्टी और स्प्रोकेट को बारी-बारी से और समान अंतराल पर व्यवस्थित किया जाना चाहिए।
घिसाव पट्टी स्पेसिंग WT0400 श्रृंखला के लिए 45 मिमी, WT0700 श्रृंखला और WT1510 के लिए 50 मिमी, WT1907 के लिए 50.8 मिमी, BTN5 के लिए 76 मिमी, BT6, BT8, WT1500 श्रृंखला, WT3005, WT3835 और WT2500 श्रृंखला के लिए 76.2 मिमी (रेल चौड़ाई 25 मिमी), WT3086, WT2515 और WT2250 के लिए 85 मिमी, WT3816 के लिए 100 मिमी (रेल चौड़ाई 30 मिमी) और WT3827 और WT5707 के लिए 152.4 मिमी है।
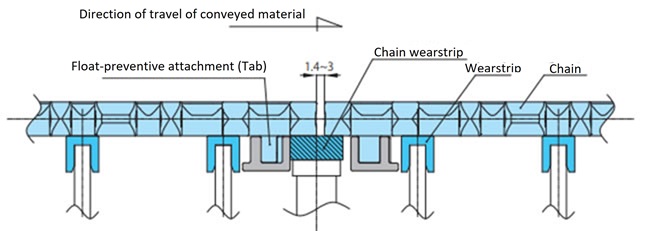
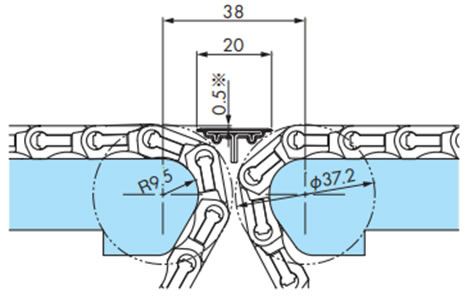
2-3-2. चौड़ा प्रकार (सांप रोधी अटैचमेंट (टैब) के साथ)
(एंटी-स्नेक अटैचमेंट वाली चेन (टैब): BTN5-A, WT1505G-K, WT1515G-W, WT1505GTO-K, WT1505GTORN-K, WT2515G-W, WT3005G-K, WT3086G-K, BTC8-A)
एंटी-स्नेक अटैचमेंट (टैब) को इस प्रकार स्थापित करें कि यह घिसाव पट्टी में बाधा न डाले।
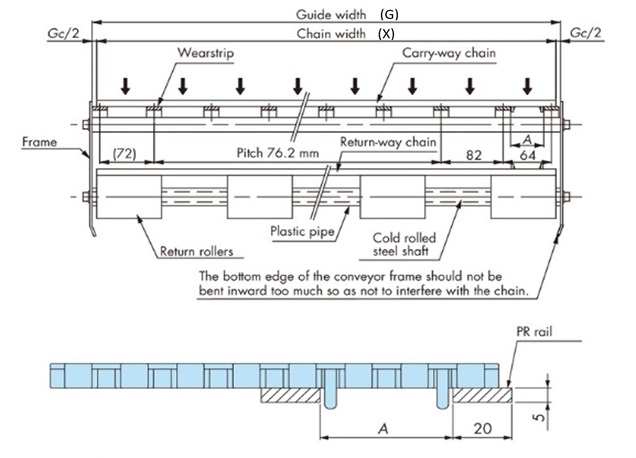
तालिका 8. आयाम सूची (चौड़ा प्रकार (सांप रोधी अटैचमेंट के साथ (टैब)))
| चेन प्रकार | A |
|---|---|
| WT1505G-K | 44 |
| WT1505GTO-K, WT1505GTORN-K | 47 |
| BTN5-A | 44 |
| WT2515G-W | 45 |
| BTC8-A | 44 |
| WT3005G-K | 44 |
| WT3086G-K | 44 |
| WT1515G-W | 31 |
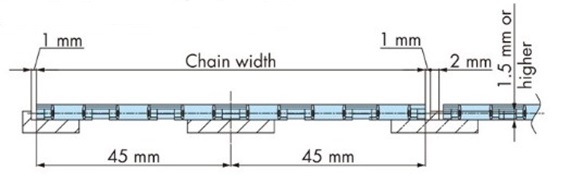
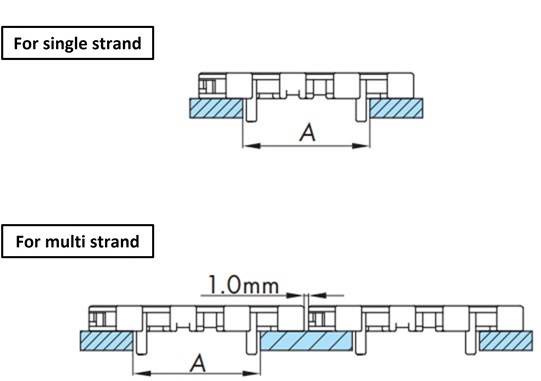
2-3-3. चौड़ा प्रकार (WT0405-W प्रकार)
बहु-तार का इस्तेमाल करते समय, सुनिश्चित करें कि जंजीरें एक-दूसरे के किनारों से संपर्क में न आएँ। नीचे दिए गए चित्र में एक उदाहरण दिखाया गया है।
2-3-4. वाइड प्रकार (WTU3015T-K प्रकार)
・सीधे खंडों पर लेआउट
घिसाव पट्टी और स्प्रोकेट को बारी-बारी से और समान अंतराल पर व्यवस्थित किया जाना चाहिए।
1) घिसाव पट्टी स्थापना का उदाहरण
3) समानांतर पासिंग लेआउट (रैप)
जब किसी सीधे खंड पर समानांतर चेन को स्थानांतरित किया जाता है, तो अपस्ट्रीम चेन तैराव-निवारक टैब के किनारे गाइड चैनल स्थापित करें।
2) ड्राइव साइड पर सीधे खंड का लेआउट
एक घुमावदार कन्वेयर के ड्राइव साइड पर सीधे भाग के बाहर की ओर एक चेन गाइड चैनल स्थापित करें।
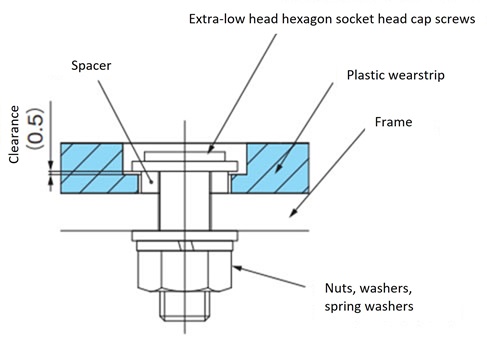
2-3-5. वाइड टाइप (WT3109-W/BTH16 के लिए)
कृपया नीचे दिए गए उदाहरण को देखें। रेल को बोल्ट से पूरी तरह फ्रेम में लगाने के बजाय, स्पेसर का इस्तेमाल करके एक गैप बनाएँ और रेज़िन रेल को उसकी जगह पर लगाएँ ताकि तापीय विस्तार में अंतर के कारण वह ऊपर न उठे।
2-3-6. चौड़ाई अनुसार ढाला गया प्रकार (सांप रोधी अटैचमेंट (टैब) के साथ)
एंटी-स्नेकिंग अटैचमेंट (टैब) वाली चेन के लिए गाइड क्लीयरेंस के लिए नीचे दी गई तालिका देखें। बहु-तार का उपयोग करते समय, चेन के बीच लगभग 1 मिमी का अंतर छोड़ दें।
तालिका 9. एक आयाम सूची
(चौड़ाई अनुसार ढाला गया प्रकार (सांप रोधी अटैचमेंट (टैब) के साथ))
| चेन प्रकार | A |
|---|---|
| WT1505G-M | 44 |
| WT1505GTO-M | 47 |
| WT1505TOD | 53 |
| WT1515G-M50 | 31 |
| WT1515G-M100 | 61 |
| WT2505G-M | 45 |
| WT2505TOD | 45 |
| WT2515G-M | 45 |
| WTM2535G-M | 44 |
| WT3005G-M | 44 |
| WT3086G-M | 44 |
| WT3835G-M | 45 |
| BTO8-M | 44 |
| BTC8H-M | 44 |
| BTM8H-M | 44 |
2-3-7. ऊष्मा-प्रतिरोधी और उच्च-गति (KV) घिसाव पट्टी स्थापना
- ・हम घिसाव पट्टी सामग्री के लिए स्टेनलेस स्टील का उपयोग करने की सलाह देते हैं।
- -घिसाव पट्टी लगाते समय, तापीय प्रसार को ध्यान में रखते हुए, केवल एक छोर ही लगाएँ। घिसाव पट्टी के बीच की दूरी तय करते समय भी तापीय प्रसार को ध्यान में रखें।
- चेन के तापीय विस्तार को अवशोषित करने के लिए टेक-अप आवश्यक है। चेन को ऑपरेटिंग तापमान तक बढ़ाने के बाद हमेशा टेक-अप को समायोजित करें।
तापमान कम करते समय, पहले टेक-अप को ढीला करना सुनिश्चित करें। - - काले घिसे हुए कण उत्पन्न होंगे। इसे नियमित रूप से साफ़ करें।
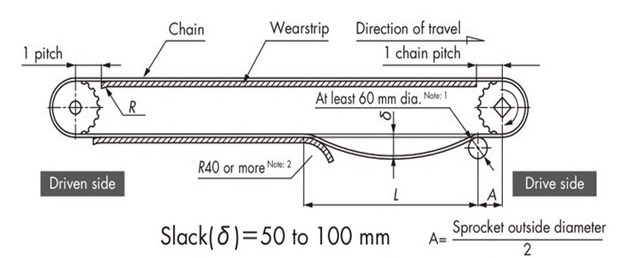
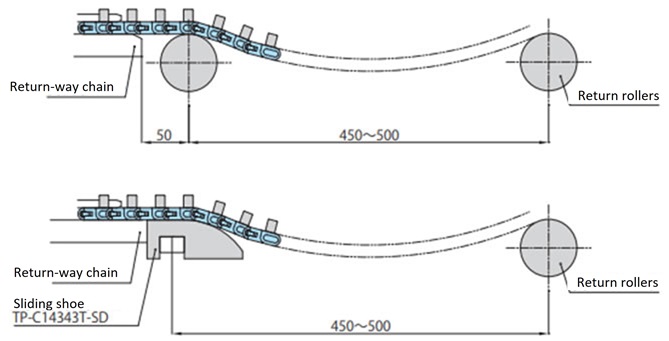
2-4. कन्वेयर लेआउट
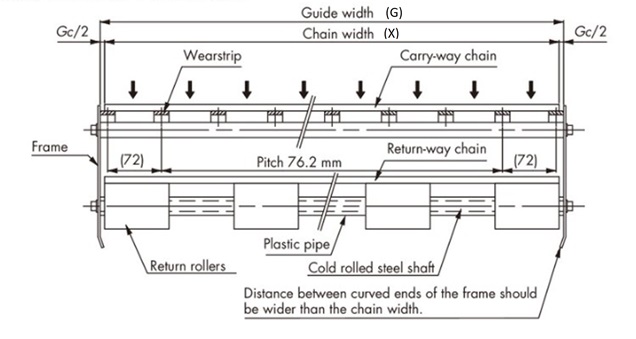
वापसी मार्ग पर दो प्रकार की प्राप्ति विधियाँ हैं: "वापसी रोलर प्राप्ति विधि" और "घिसाव पट्टी प्राप्ति विधि।" उदाहरण नीचे दिखाए गए हैं।
*नोट्स
- 1. कृपया अंत पर स्थानांतरण करते समय विशेष रूप से सावधान रहें, जैसे कि TOD द्वारा।
- 2. रिटर्न घिसाव पट्टी का प्रवेश द्वार R40 या उससे अधिक का बड़ा त्रिज्या वाला होना चाहिए।
- 3. तापमान में परिवर्तन के कारण जंजीरें फैलती और सिकुड़ती हैं, इसलिए जंजीर को इस प्रकार काटें कि केटेनरी भाग में उचित मात्रा में ढीलापन हो, तथा इसे टेंशनर या समान उपकरण का उपयोग करके समायोजित करें।
2-4-1. रिटर्न रोलर प्राप्त करने की विधि
उपयोग की जा रही श्रृंखला की चौड़ाई से मेल खाने के लिए रोलर स्थापना अंतराल (कन्वेयर चौड़ाई दिशा) को समायोजित करें।
(कन्वेयर साइड) (भारी भार लेआउट)
टिप्पणी)
- WT1907, WT3827, और WT5707 Φ80 या उससे बड़े हैं।
एल आयामों के लिए, ऊपर तालिका 5 देखें।
(कन्वेयर वापसी मार्ग सपाट सतह)
2-4-2. घिसाव पट्टी पर सपोर्टिंग विधि
(कन्वेयर साइड) (भारी भार लेआउट)
टिप्पणी)
- 1. WT1907, WT3827, और WT5707 Φ80 या उससे बड़े हैं।
- 2. WT1907, WT3827, और WT5707 बैक बेंड रेडियस या उससे बड़े हैं।
एल आयामों के लिए, ऊपर तालिका 5 देखें।
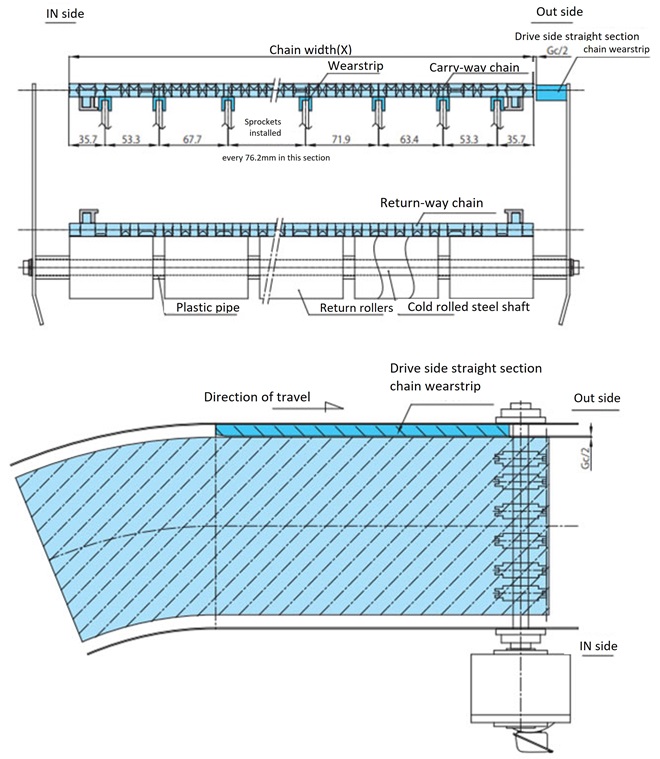
2-4-3. घुमावदार खंडों के लिए लेआउट (WTU3015T-K प्रकार)
घुमावदार परिवहन के लिए, कृपया सुनिश्चित करें कि ड्राइव यूनिट और घुमावदार खंड के बीच कम से कम 800 मिमी का एक सीधा खंड हो ताकि वापसी मार्ग एक कैटेनरी सुनिश्चित हो सके।
1) घिसाव पट्टी स्थापना का उदाहरण
2) घिसाव पट्टी के प्रवेश और निकास का प्रसंस्करण
प्रवेश और निकास पर जहां घुमावदार घिसाव पट्टी सीधी घिसाव पट्टी पर स्थानांतरित होती हैं, वहां चैम्फर किया जाना चाहिए ताकि चेन फंसने से बचा जा सके।
・ वापसी मार्ग वक्र पर लेआउट
चेन को दिशा देने के लिए वापसी मार्ग कर्व्ड रेल के दोनों सिरों पर, रेल से 50 मिमी दूर रिटर्न रोलर्स या स्लाइडिंग शूज़ (TP-C14343T-SD) स्थापित करें।
कन्वेयर साइड क्रॉस सेक्शन
2-4-4. घुमावदार खंडों के लिए लेआउट (WT3085-C प्रकार)
संवहन पक्ष के घुमावदार भाग पर घिसाव पट्टी की स्थापना
वापसी मार्ग कर्व पर घिसाव पट्टी स्थापित करना
(संलग्नक स्लाइडिंग)
(शीर्ष प्लेट खिसकना)
2-5. WT0700 श्रृंखला डबल नोज़ बार स्थापना उदाहरण
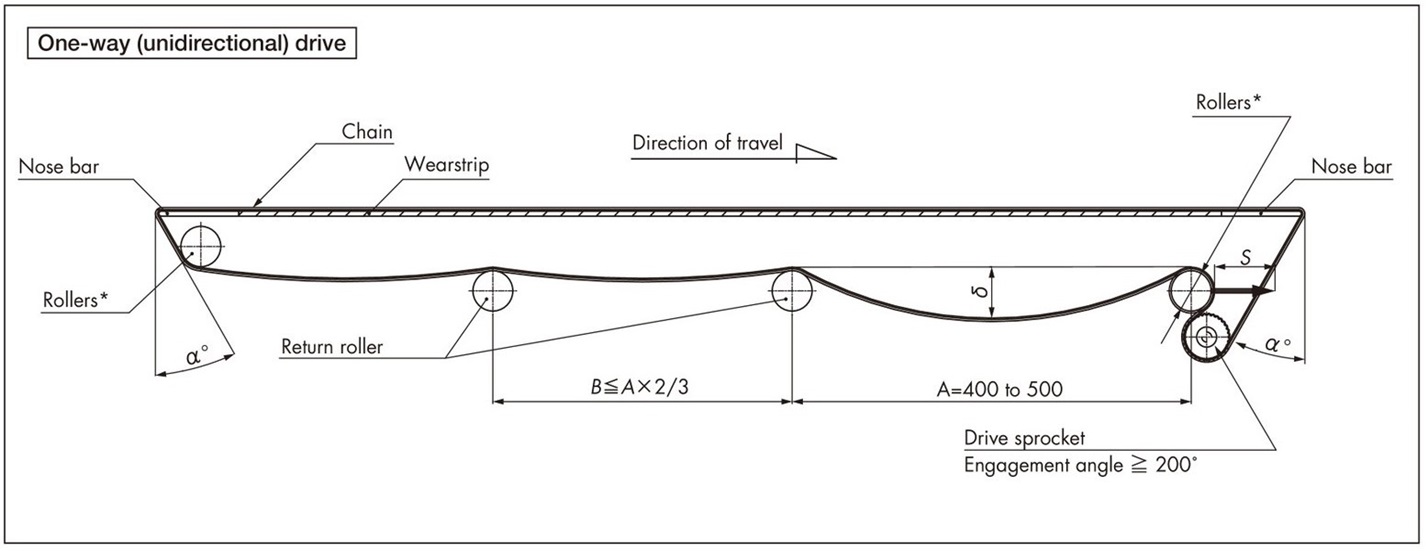
कन्वेयर डिजाइन करते समय ध्यान देने योग्य बातें
- 1. *कृपया टेक-अप प्रकार के रोलर का उपयोग करें।
- - इससे चेन बढ़ाव को अवशोषित करना, काटना और जोड़ना, तथा ढीलापन (δ) समायोजित करना आसान हो जाता है।
- ・टेक-अप स्ट्रोक (S) के लिए दिशानिर्देश S = कन्वेयर की लंबाई × 1% है
- 2. *रोलर भाग के बारे में
- - जितना संभव हो सके उतना बड़ा बाहरी व्यास चुनें, कम से कम Φ50।
- - प्रयुक्त शाफ्ट में पर्याप्त कठोरता होनी चाहिए।
- ・इसे घुमाना सुनिश्चित करें।
- 3. तापमान में परिवर्तन के कारण जंजीरें फैलती और सिकुड़ती हैं, इसलिए या तो जंजीर को जोड़ दें या इसे टेंशनर के साथ समायोजित करें ताकि कैटेनरी अनुभाग में उचित ढीलापन हो।
[संदर्भ: पॉलीएसीटल श्रृंखला का रैखिक विस्तार गुणांक: 12 × 10-5 /℃]
- 4. फॉरवर्ड/रिवर्स बॉटम ड्राइव का उपयोग करते समय, रोलर सेक्शन पर ऑपरेटिंग टेंशन का लगभग 1.5 गुना भार पड़ता है। चौड़े कन्वेयर (1 मीटर से अधिक) के लिए, पर्याप्त कठोरता वाला शाफ्ट चुनें या सुनिश्चित करें कि शाफ्ट तीन या अधिक बिंदुओं पर टिका हुआ हो।
नाक की पट्टियों का उपयोग करते समय सावधानियां
- 1. नोज़ बार को जोड़ने के लिए प्रयुक्त ब्रेसिंग कठोर होनी चाहिए, तथा झुकाव 0.5 मिमी के भीतर रखा जाना चाहिए।
- 2. कन्वेयर चौड़ाई दिशा में फ्रेम झुकने और घुमाव के लिए सहनशीलता 0.3 मिमी के भीतर होनी चाहिए।
- 3. नोज़ बार और रोलर और स्प्रोकेट की स्थिति के आयाम इस प्रकार सेट करें कि कोण α 30° या उससे कम हो।
- 4. अधिकतम परिचालन तनाव के करीब लोड पर नोज़ बार चेन के विरुद्ध फिसलती है, इसलिए हम शुष्क परिस्थितियों, उच्च गति यात्रा और भारी भार परिवहन के लिए एसजे-सीएनओ (विशेष पॉलियामाइड) की अनुशंसा करते हैं।
नोट: यह डिज़ाइन दस्तावेज़ उन विनिर्देशों पर आधारित है जो भारी भार की स्थिति को ध्यान में रखते हैं।
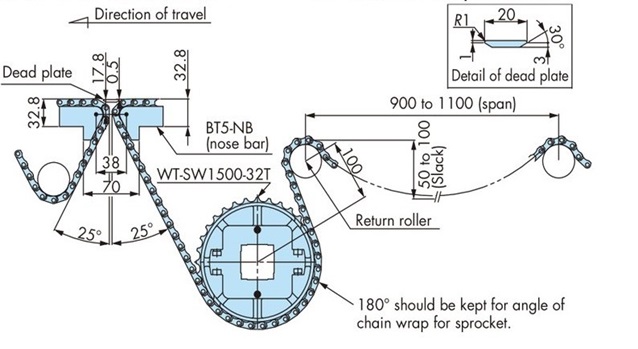
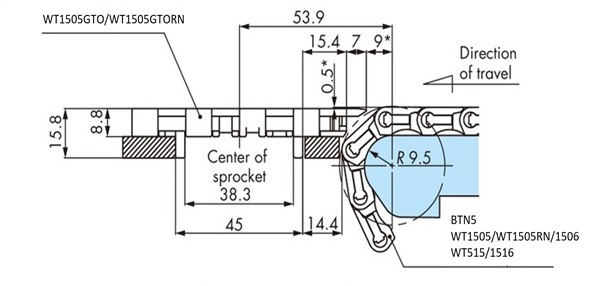
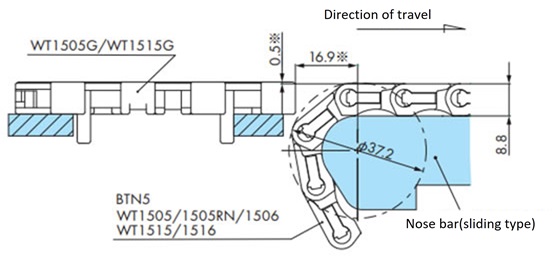
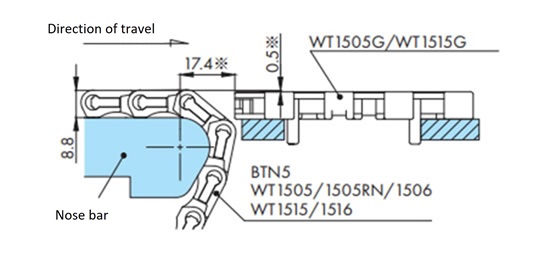
2-6. डबल नोज़ बार के साथ WT1500 श्रृंखला और BTN5 की स्थापना का उदाहरण
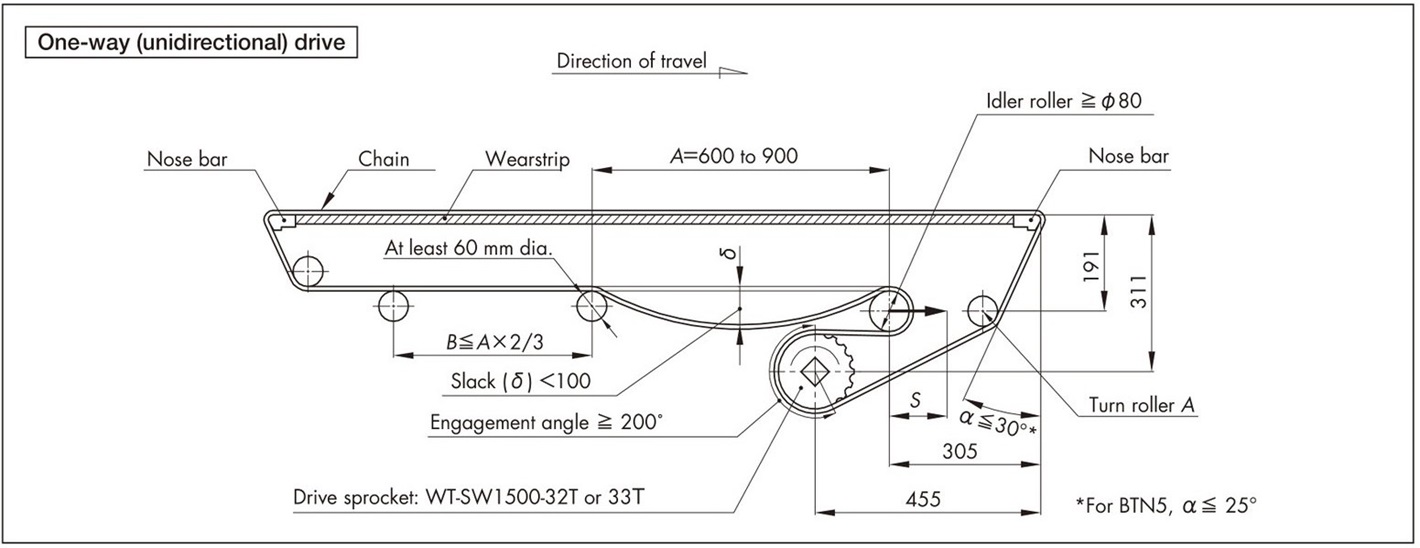
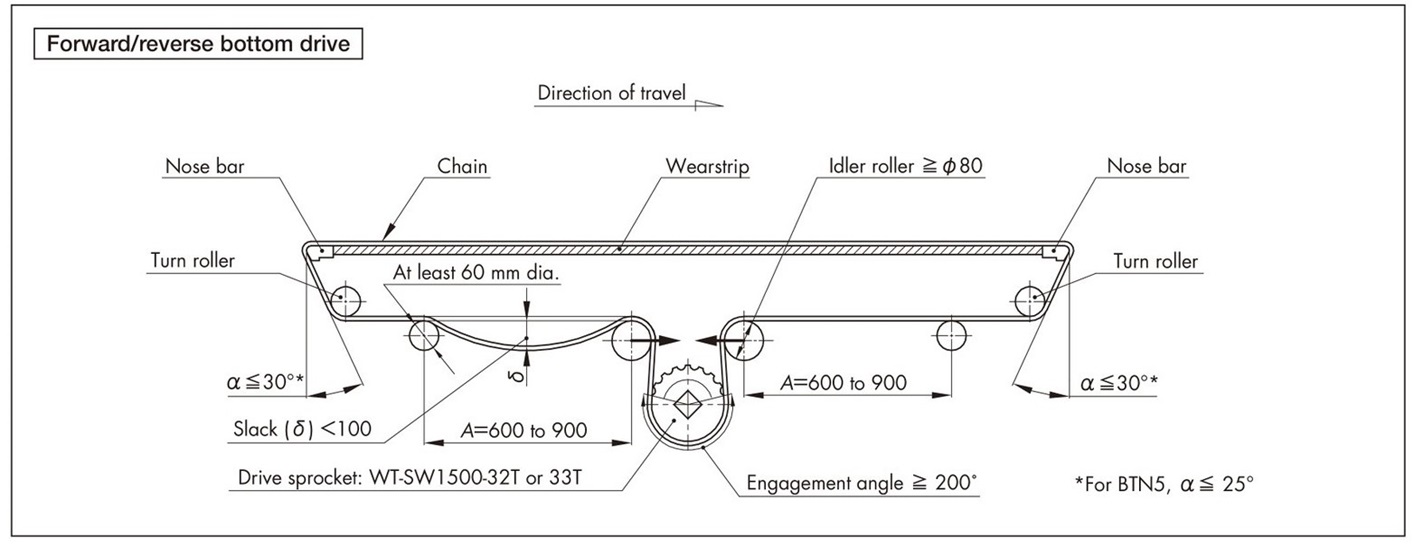
कन्वेयर डिजाइन करते समय ध्यान देने योग्य बातें
- 1. आइडलर रोलर्स टेक-अप प्रकार के होने चाहिए।
- - इससे चेन बढ़ाव को अवशोषित करना, काटना और जोड़ना, तथा ढीलापन (δ) समायोजित करना आसान हो जाता है।
- ・टेक-अप स्ट्रोक (S) के लिए दिशानिर्देश S = कन्वेयर की लंबाई × 1% है
- 2. Φ80 या उससे बड़े बाहरी व्यास वाले आइडलर रोलर का चयन करें।
- 3. आइडलर रोलर्स को घुमाना सुनिश्चित करें।
- 4. टर्न रोलर A और टर्न रोलर के लिए प्रयुक्त शाफ्ट में पर्याप्त कठोरता होनी चाहिए। (उच्च गति वाले रिटर्न रोलर्स को टर्न रोलर्स के रूप में उपयोग न करें।)
- 5. तापमान में परिवर्तन के कारण चेन फैलती और सिकुड़ती है, इसलिए या तो चेन को जोड़ दें या इसे टेंशनर के साथ समायोजित करें ताकि कैटेनरी सेक्शन में उचित ढीलापन हो।
[संदर्भ: पॉलीएसीटल श्रृंखला का रैखिक विस्तार गुणांक: 12 × 10-5 /℃]
- 6. फॉरवर्ड/रिवर्स बॉटम ड्राइव का उपयोग करते समय, आइडलर रोलर पर ऑपरेटिंग टेंशन का लगभग 1.5 गुना भार पड़ता है। चौड़े कन्वेयर (1 मीटर से अधिक) के लिए, पर्याप्त कठोरता वाला शाफ्ट चुनें या सुनिश्चित करें कि शाफ्ट तीन या अधिक बिंदुओं पर टिका हो।
नाक की पट्टियों का उपयोग करते समय सावधानियां
- 1. नोज़ बार को जोड़ने के लिए प्रयुक्त ब्रेसिंग कठोर होनी चाहिए, तथा झुकाव 0.5 मिमी के भीतर रखा जाना चाहिए।
- 2. कन्वेयर चौड़ाई दिशा में फ्रेम झुकने और घुमाव के लिए सहनशीलता 0.3 मिमी के भीतर होनी चाहिए।
- 3. नोज़ बार और टर्न रोलर की स्थिति का आयाम इस प्रकार सेट करें कि कोण α 30° या उससे कम हो।
- 4. नोज़ बार अधिकतम परिचालन तनाव के करीब लोड पर चेन के विरुद्ध फिसलती है, इसलिए शुष्क परिस्थितियों, उच्च गति यात्रा और भारी लोड परिवहन के लिए, हम सामग्री ग्रेड PLF या SJ-CNO (विशेष पॉलियामाइड) की अनुशंसा करते हैं।
नोट: यह डिज़ाइन दस्तावेज़ उन विनिर्देशों पर आधारित है जो भारी भार की स्थिति को ध्यान में रखते हैं।
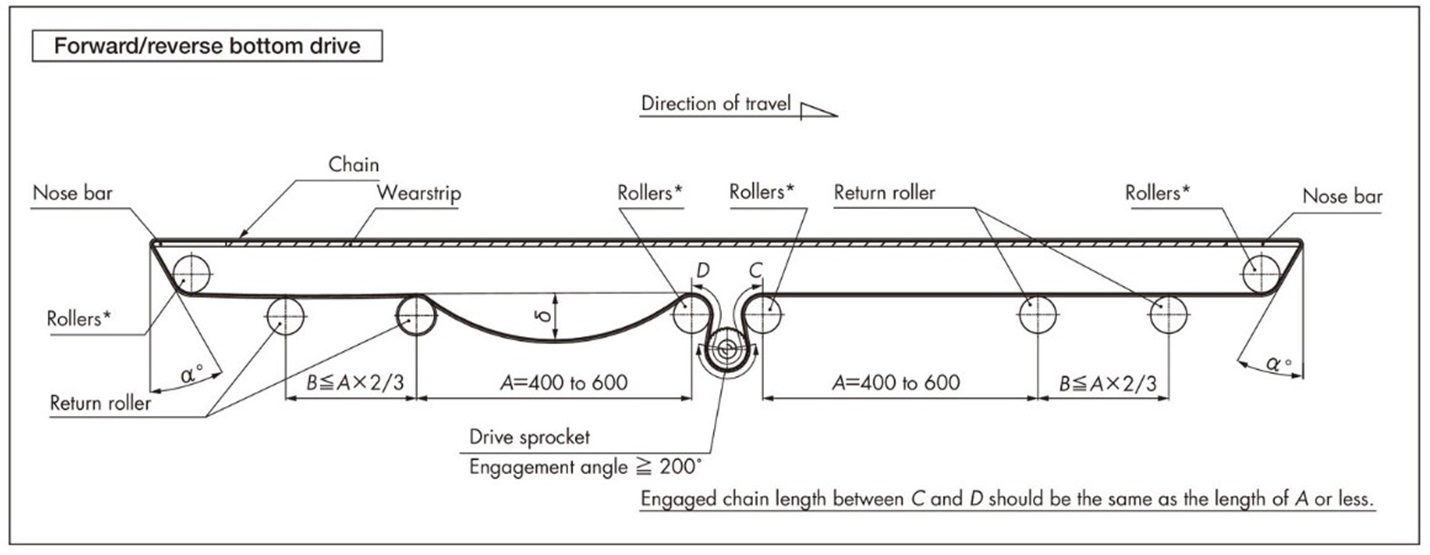
2-7. WT2520 श्रृंखला फॉरवर्ड/रिवर्स बॉटम ड्राइव लेआउट
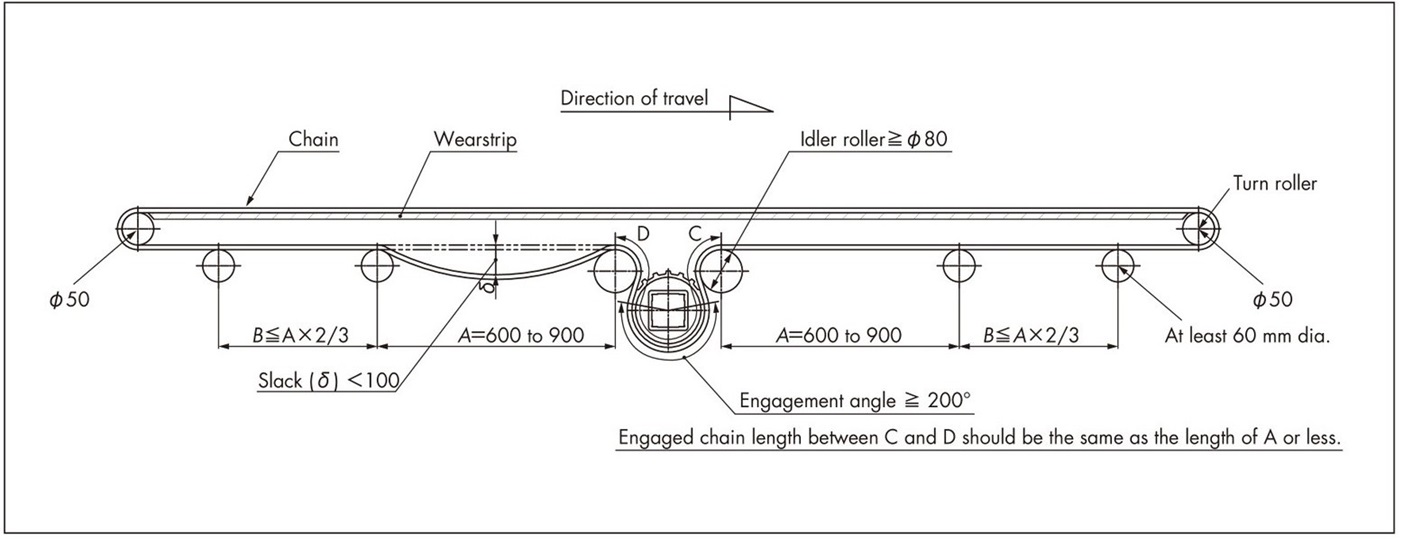
कन्वेयर डिजाइन करते समय ध्यान देने योग्य बातें
- 1. Φ80 या उससे बड़े बाहरी व्यास वाले आइडलर रोलर का चयन करें।
- 2. आइडलर रोलर्स को घुमाना सुनिश्चित करें।
- 3. टर्न रोलर के लिए प्रयुक्त शाफ्ट में पर्याप्त कठोरता होनी चाहिए। (टर्न रोलर के रूप में उच्च गति वाले रिटर्न रोलर का उपयोग न करें।)
- 4. तापमान में परिवर्तन के कारण चेन फैलती और सिकुड़ती है, इसलिए या तो चेन को जोड़ दें या इसे टेंशनर के साथ समायोजित करें ताकि कैटेनरी सेक्शन में उचित ढीलापन हो।
[संदर्भ: पॉलीएसीटल श्रृंखला का रैखिक विस्तार गुणांक: 12 × 10-5 /℃]
- 5. फॉरवर्ड/रिवर्स बॉटम ड्राइव का उपयोग करते समय, आइडलर रोलर पर ऑपरेटिंग टेंशन का लगभग 1.5 गुना भार पड़ता है। चौड़े कन्वेयर (1 मीटर से अधिक) के लिए, पर्याप्त कठोरता वाला शाफ्ट चुनें या सुनिश्चित करें कि शाफ्ट तीन या अधिक बिंदुओं पर टिका हुआ हो।
2-8. नोज़ बार इन-लाइन लेआउट
2-8-1. WT0405-W प्रकार इन-लाइन लेआउट
2.5 मिमी आर नोज़ बार का उपयोग करके, कन्वेयर को एक लेआउट में एक साथ इन-लाइन जा सकता है।
पहले आवश्यक डेड प्लेट का उपयोग किए बिना इसे 13 मिमी तक संकीर्ण करना संभव है।
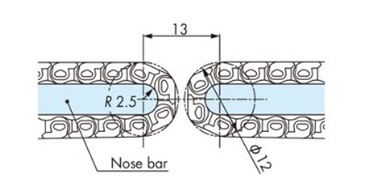
नोट: कृपया विवरण के लिए हमसे संपर्क करें।
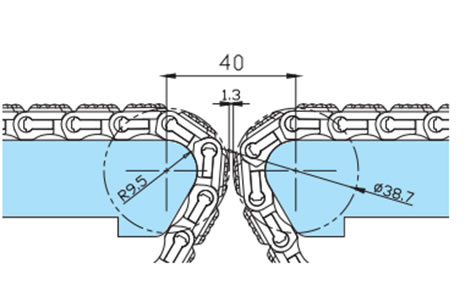
2-8-2. WT0700 श्रृंखला इन-लाइन लेआउट
・WT0700 श्रृंखला नोज़ बार इन-लाइन लेआउट
कन्वेयर को सीधे बट जोड़ में इन-लाइन संभव है।
डेड प्लेट का उपयोग करके अंतराल को न्यूनतम तक कम करना संभव है।
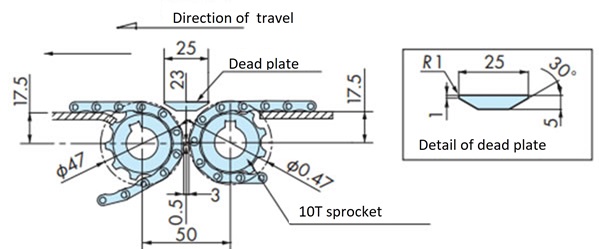
・WT0700 श्रृंखला नोज़ बार और स्प्रोकेट इन-लाइन लेआउट
कन्वेयर के बीच कनेक्शन स्प्रोकेट के साथ इन-लाइन जा सकते हैं।
डेड प्लेट का उपयोग करके अंतराल को न्यूनतम तक कम करना संभव है।
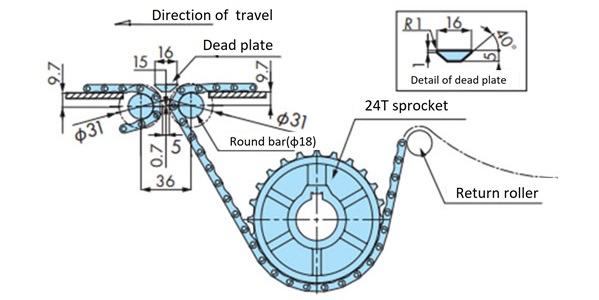
・WT0700 श्रृंखला नोज़ बार और WT1500 श्रृंखला स्प्रोकेट इन-लाइन लेआउट
कन्वेयर के बीच कनेक्शन स्प्रोकेट के साथ इन-लाइन जा सकते हैं।
डेड प्लेट का उपयोग करके अंतराल को न्यूनतम तक कम करना संभव है।
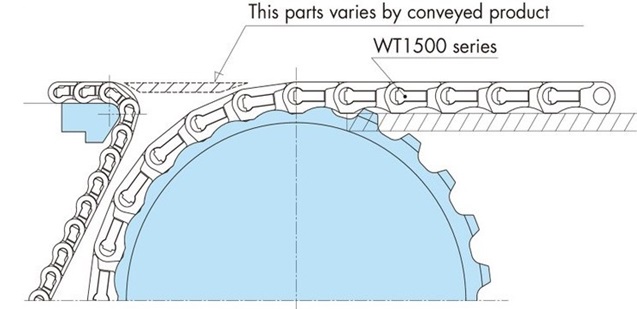
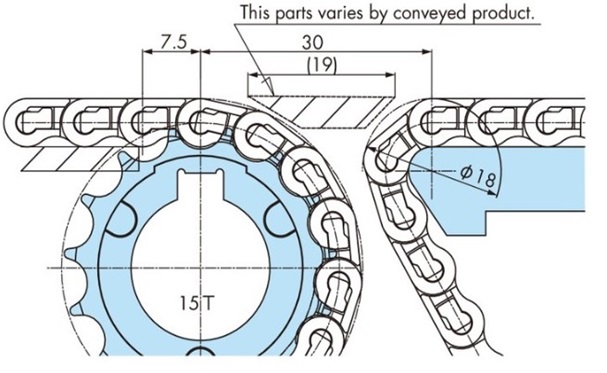
2-8-3. WT1500 श्रृंखला, BTN5 प्रकार इन-लाइन लेआउट
डेड प्लेट का स्थान स्थापना स्थान के आधार पर अलग-अलग होगा, लेकिन नीचे दिए गए चित्र में एक उदाहरण दिखाया गया है।
टिप्पणी)
- 1. ऊपर दिए गए चित्र में दिए गए आयाम केवल संदर्भ के लिए हैं। कृपया परिवहन की जाने वाली वस्तुओं की स्थानांतरण स्थिति के अनुसार सूक्ष्म समायोजन करें।
- 2. परिवहन की जा रही वस्तु के आकार (अस्थिर) के आधार पर, चेन का हल्का सा झटका भी खराबी का कारण बन सकता है। अगर ऐसा है, तो कृपया हमसे संपर्क करें।
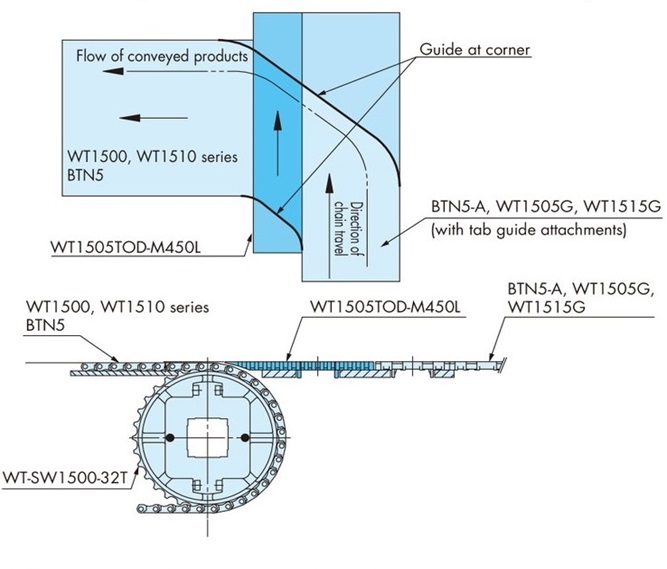
WT1500, WT1510 श्रृंखला, या BTN5 प्रकार का उपयोग करके, कन्वेयर के बीच सीधे इन-लाइन कनेक्शन बनाना संभव है।
इन-लाइन पर प्रयुक्त डेड प्लेट को 20 मिमी तक संकुचित किया जा सकता है।
टिप्पणी)
- 1. *तारांकन (*) से चिह्नित भागों को परिवहन की जाने वाली वस्तुओं के आधार पर समायोजन की आवश्यकता होती है।
- 2. संगत चेन केवल WT1500, WT1510 श्रृंखला और BTN5 प्रकार की हैं। WT1505G संगत नहीं है।
・WT1500, WT1510 श्रृंखला नोज़ बार इन-लाइन लेआउट
・WT1515VG-W प्रकार इन-लाइन लेआउट
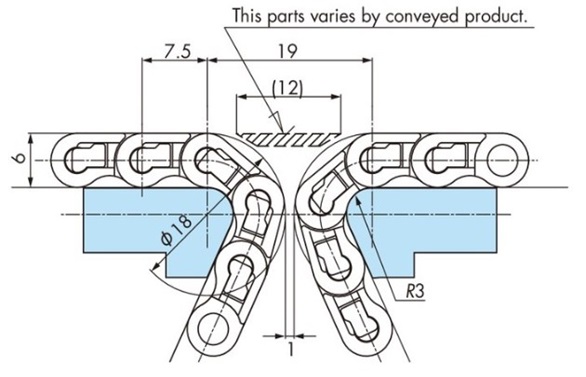
2-9. BTC4-M प्रकार इन-लाइन संयुक्त लेआउट
- 10T टूथ स्प्रोकेट के साथ सीधी रेखा स्थानांतरण के मामले में
・Φ18 शाफ्ट के साथ सीधी रेखा स्थानांतरण के मामले में
नोट) परिवहन की जाने वाली वस्तुओं की स्थानांतरण स्थिति के आधार पर डेड प्लेट स्तर को थोड़ा समायोजित करें।
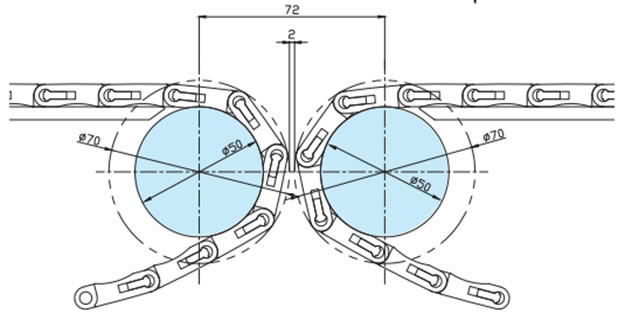
2-10. WT2520 श्रृंखला इन-लाइन लेआउट
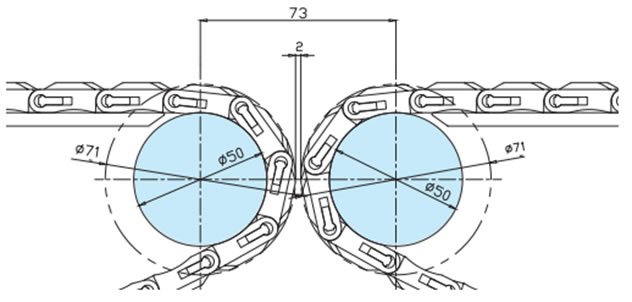
कन्वेयर के अंत में एक Φ50 गोल बार लगाकर, कन्वेयर के बीच स्थानांतरण स्थान को कम करना संभव है। यह आगे/पीछे की ओर नीचे की ओर ड्राइव वाला एक लेआउट है।
・WT2525-K प्रकार/WT2525-M प्रकार इन-लाइन लेआउट
・WT2525VG-K प्रकार/WT2525VG-M प्रकार इन-लाइन लेआउट
2-11. ऑर्थोगोनल ट्रांसपोर्ट लेआउट
हमारे नोज़ बार और जीटीओ/टीओडी प्रकार की चेन का उपयोग करके, मृत प्लेटों का उपयोग किए बिना, जो सामान्यतः आवश्यक होता है, परिवहन किए गए माल के कोण को 90 डिग्री तक आसानी से बदलना संभव है।
・प्रत्येक श्रृंखला के लिए स्थापना आयाम नीचे दिखाए गए हैं।
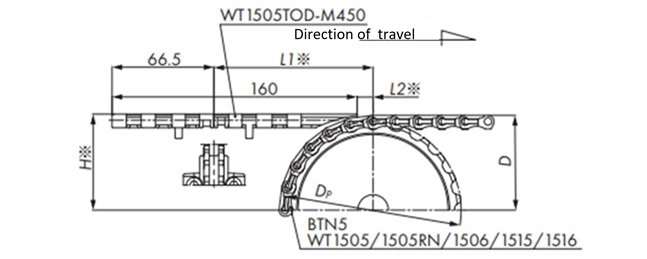
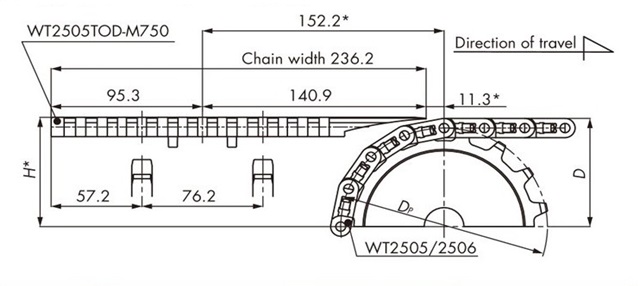
सम्मिलन परिवहन (WT1505TOD/WT1500)
| दांतों की संख्या | आयाम (मिमी में) | ||||
|---|---|---|---|---|---|
| Dp | D | एच ※ | एल1 * | एल2 * | |
| 24 | 114.9 | 61.4 | 62.2 | 103.9 | 10.4 |
| 32 | 153.0 | 80.5 | 81.3 | 104.9 | 11.4 |
| 33 | 157.8 | 82.9 | 83.7 | 105.0 | 11.5 |
नोट) *तारांकन (*) से चिह्नित भागों को परिवहन की जाने वाली वस्तुओं के आधार पर समायोजन की आवश्यकता हो सकती है।
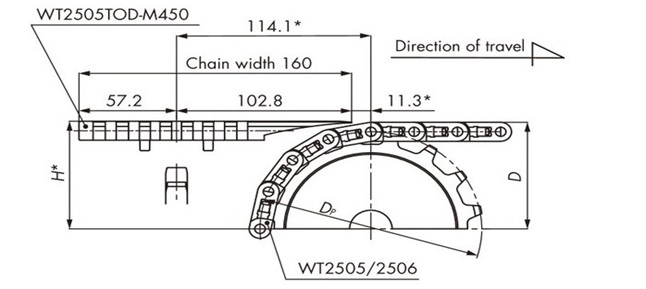
सम्मिलन परिवहन (WT2505TOD/WT2500)
・WT2505TOD-M450
| दांतों की संख्या | आयाम (मिमी में) | ||
|---|---|---|---|
| Dp | D | एच ※ | |
| 16 | 130.2 | 71.4 | 72.1 |
| 18 | 146.3 | 79.5 | 80.3 |
| 21 | 170.4 | 91.6 | 92.5 |
| 31 | 251.1 | 131.8 | 132.6 |
नोट) *तारांकन (*) से चिह्नित भागों को परिवहन की जाने वाली वस्तुओं के आधार पर समायोजन की आवश्यकता हो सकती है।
・WT2505TOD-M750
| दांतों की संख्या | आयाम (मिमी में) | ||
|---|---|---|---|
| Dp | D | एच ※ | |
| 16 | 130.2 | 71.4 | 72.1 |
| 18 | 146.3 | 79.5 | 80.3 |
| 21 | 170.4 | 91.6 | 92.5 |
| 31 | 251.1 | 131.8 | 132.6 |
नोट) *तारांकन (*) से चिह्नित भागों को परिवहन की जाने वाली वस्तुओं के आधार पर समायोजन की आवश्यकता हो सकती है।
निर्वहन संवहन (WT1505GTO/WT1505GTORN/WT1500)
नोट) *तारांकन (*) से चिह्नित भागों को परिवहन की जाने वाली वस्तुओं के आधार पर समायोजन की आवश्यकता हो सकती है।
2-12. WT1500 और WT1505G का ऑर्थोगोनल परिवहन
सम्मिलन परिवहन (WT1500/WT1505G/WT1515G)
नोट) *तारांकन (*) से चिह्नित भागों को परिवहन की जाने वाली वस्तुओं के आधार पर समायोजन की आवश्यकता हो सकती है।
निर्वहन परिवहन (WT1500/WT1505G/WT1515G)
नोट) *तारांकन (*) से चिह्नित भागों को परिवहन की जाने वाली वस्तुओं के आधार पर समायोजन की आवश्यकता हो सकती है।
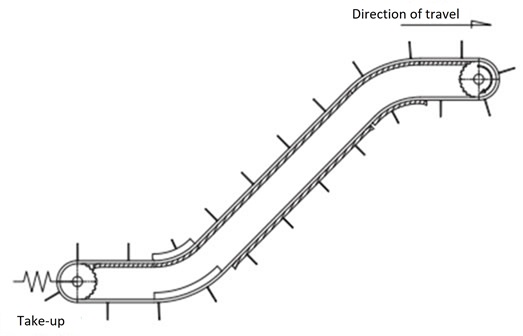
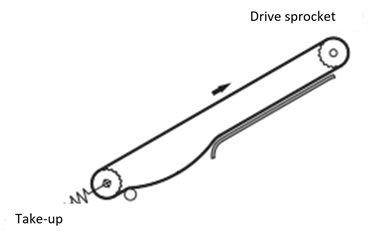
2-13. झुका हुआ कन्वेयर टेक-अप
झुके हुए कन्वेयर पर, चेन का वजन उसे संचालित स्प्रोकेट से अलग कर सकता है, इसलिए हम टेक-अप स्थापित करने की सलाह देते हैं।
झुकाव वाले परिवहन के लिए टेक-अप (क्षैतिज + झुकाव + क्षैतिज)
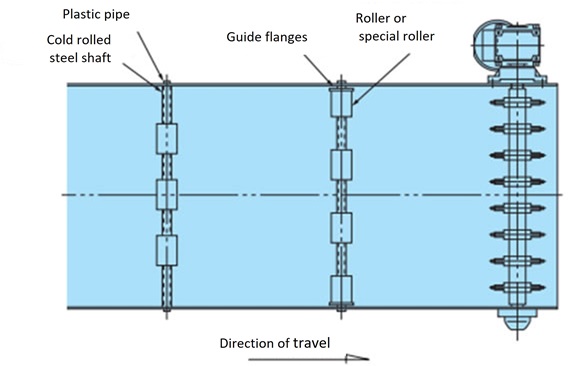
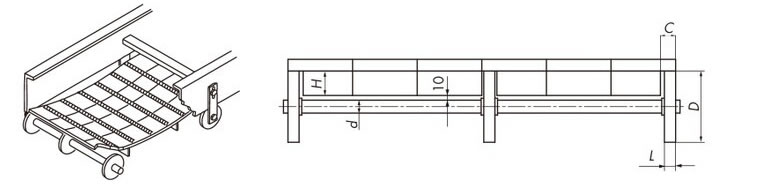
2-14. उड़ान प्रकार की चेन का वापसी मार्ग
रोलर समर्थन उदाहरण
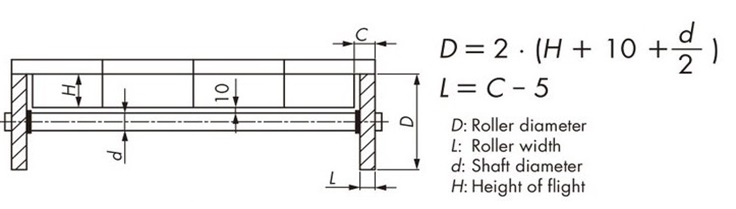
चेन की ढील को समायोजित करने के लिए, चेन की चौड़ाई के आधार पर रिटर्न रोलर सपोर्ट की संख्या बढ़ाई जानी चाहिए।
नोट: फ्लाइट के भागों में हस्तक्षेप से बचने के लिए फ्लाइट की अतिरिक्त मशीनिंग की आवश्यकता होती है।
संदर्भ आरेख
2-15. तैराव-निवारक टैब का विशेष संगठन
WT1515T-FW प्रकार के लिए, तैराव-निवारक टैब का विन्यास तब भिन्न होता है जब चेन की चौड़ाई 100 मिमी या 150 मिमी होती है।
चेन की चौड़ाई 100 मिमी
चेन की चौड़ाई 150 मिमी

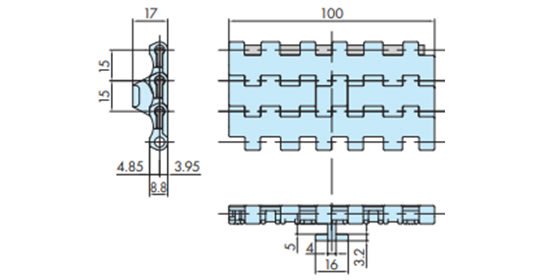
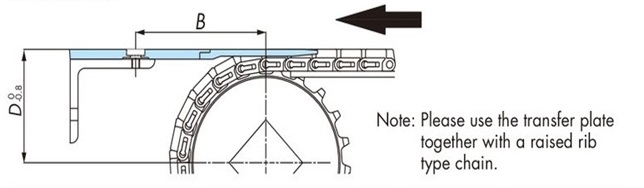
2-16. ट्रांसफर प्लेट स्थापना
स्थानांतरण प्लेट का पसंदीदा स्थान नीचे दर्शाया गया है।
| चेन प्रकार | ट्रांसफर प्लेट मॉडल नंबर | B mm | D mm |
|---|---|---|---|
| WT1907-K | WT-TP1907-L114 | 70 | Dp2 + 9.9 |
| WT-TP1907-L190 | 100 | ||
| WT3827-K | WT-TP3827-L152 | 82 | Dp2 + 12.7 |
| WT5707-K | WT-TP5707-L220 | 82 | Dp2 + 15.5 |
डीपी: पिच सर्कल व्यास
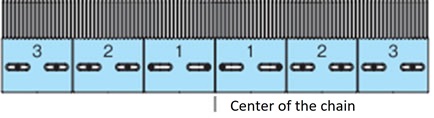
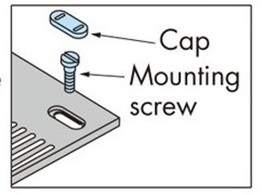
ट्रांसफर प्लेट के साथ आने वाले कैप और माउंटिंग स्क्रू को दाईं ओर दिए गए चित्र में दिखाए अनुसार स्थापित करें।
इसके अलावा, ट्रांसफर प्लेट स्थापित करते समय चेन के तापीय विस्तार को भी ध्यान में रखें, और ऑपरेटिंग तापमान स्थितियों के अनुसार नीचे दिए गए चित्र में दिखाए अनुसार माउंटिंग स्क्रू स्थापित करें।
- 1) कमरे के तापमान (20°C) पर बिना किसी तापमान परिवर्तन के
आयताकार छेद के केंद्र में ट्रांसफर प्लेट माउंटिंग स्क्रू 2 और 3 स्थापित करें।
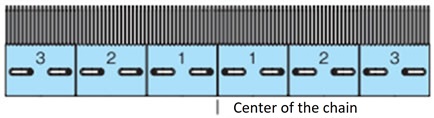
- 2) कम तापमान
ट्रांसफर प्लेट माउंटिंग स्क्रू 2 और 3 को चेन के केंद्र के करीब स्थापित करें।
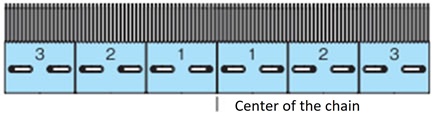
- 3) उच्च तापमान की स्थिति में
ट्रांसफर प्लेट माउंटिंग स्क्रू 2 और 3 को चेन के अंत के करीब स्थापित करें।