तकनीकी डेटा यांत्रिक संरक्षक
शॉक गार्ड टीजीबी हैंडलिंग
1. ट्रिप टॉर्क सेटिंग
- (1) शिपिंग के समय, सभी शॉक गार्ड TGB को न्यूनतम टॉर्क पॉइंट पर सेट किया जाता है। सुनिश्चित करें कि टॉर्क स्केल पर इंडिकेटर शून्य पर हो।
(कृपया प्रत्येक आकार के लिए आरेख देखें।) - (2) TGB70 से 130 के लिए, समायोजन बोल्ट को तीन जगहों पर ढीला होने से रोकने वाले हेक्स नट को ढीला करें। (TGB08 से 50 के लिए, आप समायोजन नट को वैसे ही घुमा सकते हैं जैसे वे हैं।)
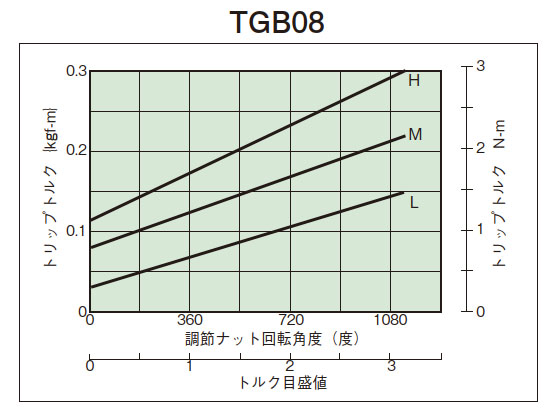
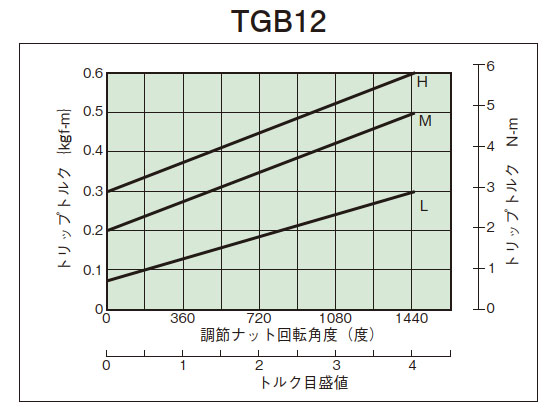
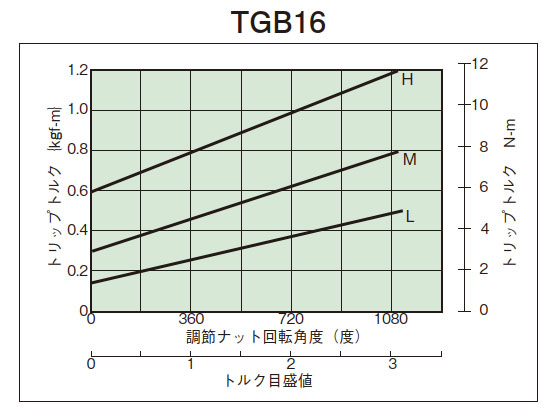
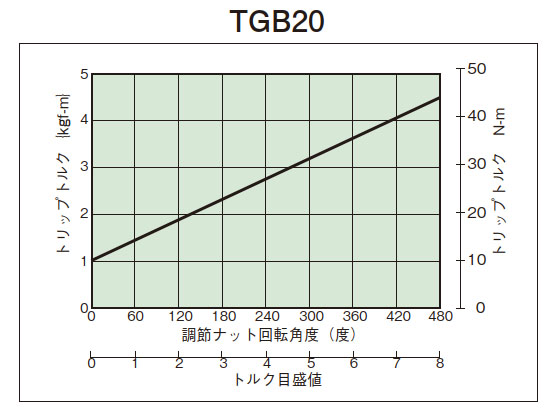
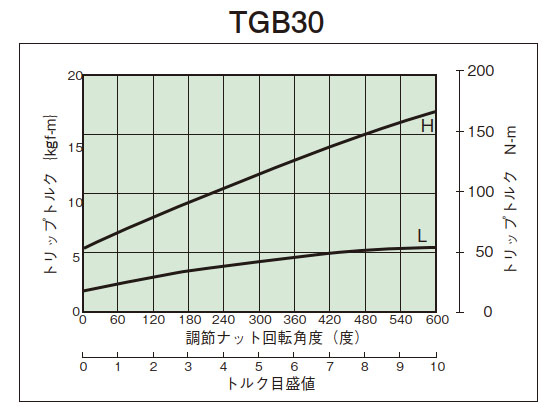
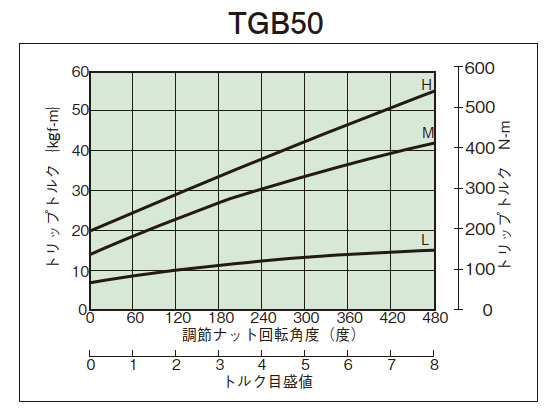
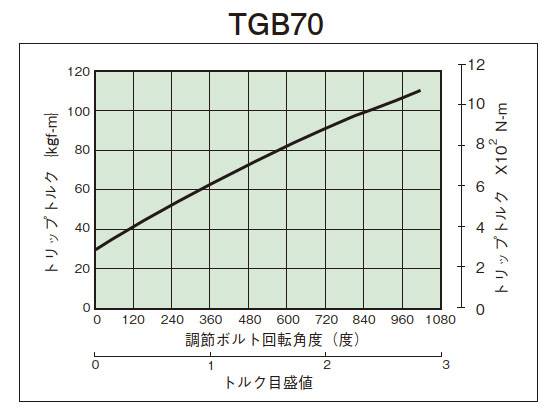
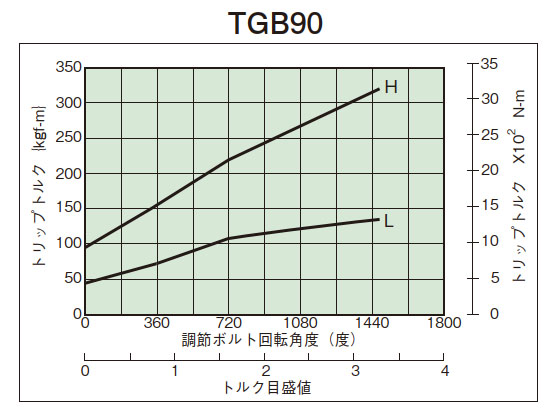
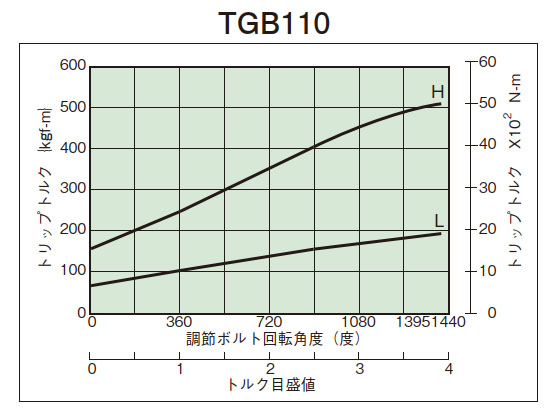
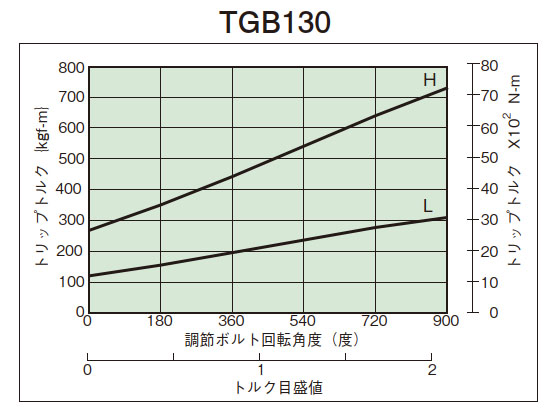
- (3) कसाव मात्रा-टॉर्क सहसंबंध आरेख (नीचे) से, समायोजन नट (बोल्ट) के कसाव कोण को पढ़ें जो पूर्व निर्धारित ट्रिप टॉर्क के अनुरूप हो, और फिर उसे कसें। प्रारंभ में, इसे सहसंबंध आरेख से पढ़े गए कसाव मान से लगभग 60° आगे सेट करें, फिर इसे मशीन से जोड़ें और ट्रिप परीक्षण करें, धीरे-धीरे इसे तब तक कसते रहें जब तक आप इष्टतम ट्रिप टॉर्क तक नहीं पहुँच जाते। उत्पाद का ट्रिप टॉर्क आवश्यक रूप से नीचे दिए गए कसाव मात्रा-टॉर्क सहसंबंध आरेख से मेल नहीं खाएगा, इसलिए कृपया इसे एक मार्गदर्शक के रूप में उपयोग करें।
- (4) TGB20 से 50 के लिए, समायोजन नट को ढीला होने से रोकने के लिए एक लॉक स्क्रू को कसें। TGB70 से 130 के लिए, ढीला होने से रोकने के लिए हेक्सागन नट को कसें।
(TGB08 से 16 तक के समायोजन नटों को ढीला होने से बचाने के लिए लेपित किया गया है।) - (5) एडजस्टिंग नट (बोल्ट) को अधिकतम टॉर्क स्केल मान से ज़्यादा न घुमाएँ। ट्रिपिंग होने पर, डिस्क स्प्रिंग में विक्षेपण की जगह नहीं बचेगी और वह लॉक हो जाएगी। (TGB08 से 16 में कॉइल स्प्रिंग का इस्तेमाल होता है।)
2. कसने की मात्रा-टोक़ सहसंबंध आरेख
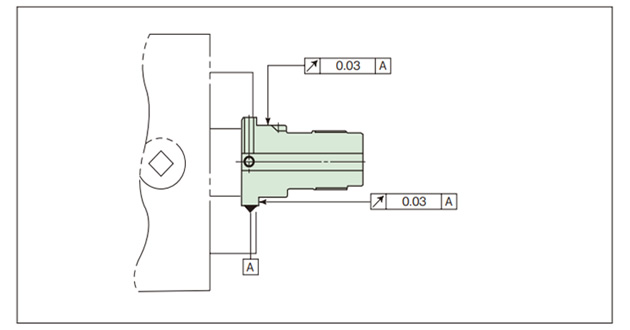
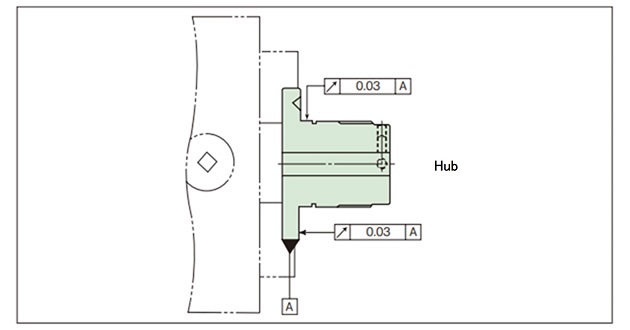
3. शाफ्ट छेद प्रसंस्करण
TGB08~16
· बॉस लौह-आधारित सिन्टर मिश्र धातु से बना है और इसकी सतह को कठोर बनाया गया है।
- (1) एडजस्टिंग नट को ढीला करें और सभी पुर्जों को अलग करें। इस दौरान, ध्यान रखें कि पुर्जों पर धूल या गंदगी न लगे।
- (2) बॉस फ्लैंज के बाहरी व्यास को चक करें और उसे बॉस के केंद्र में रखें। बॉस कठोर सतह वाले सिंटर किए हुए लौह मिश्र धातु से बना होता है, इसलिए हम कार्बाइड कटिंग टूल (JIS प्रतीक 9-20, K-01) का उपयोग करने की सलाह देते हैं।
- (3) सेट स्क्रू के लिए कीवे को सीधे टैप के नीचे मशीन किया जाना चाहिए।
- (4) शाफ्ट बोर की मशीनिंग के बाद पुनः संयोजन करते समय, ड्राइव बॉल और थ्रस्ट बेयरिंग पर चिकनाई वाला ग्रीस लगाएं।
- (5) शाफ्ट छेद की मशीनिंग करते समय, नीचे दी गई तालिका और आरेख को देखें और चरणबद्ध मशीनिंग करें।
| मॉडल संख्या | शाफ्ट छेद व्यास Φd मिमी |
शाफ्ट छेद प्रसंस्करण लंबाई एल मिमी |
काउंटरबोर व्यास ΦD मिमी |
|---|---|---|---|
| TGB08 TGB08-C |
Φ6 या अधिक Φ8 या कम | 20 | Φ11 |
| TGB12 TGB12-C |
Φ7 या अधिक तथा Φ10 से कम | 20 | Φ15 |
| Φ10 या अधिक तथा Φ12 से कम | 30 | ||
| Φ12 | पूर्ण लंबाई | बेकार | |
| TGB16 TGB16-C |
Φ8 या अधिक तथा Φ10 से कम | 20 | Φ15 |
| Φ10 या अधिक तथा Φ12 से कम | 30 | ||
| Φ12 या अधिक Φ16 या कम | पूर्ण लंबाई | बेकार |

TGB20~130
- बॉस को थर्मल उपचार के अधीन किया गया है।
- (1) समायोजन नट को ढीला करें और सभी भागों को अलग करें।
शाफ्ट रिटेनर और सेंटर प्लेट हटा दें। इस दौरान, ध्यान रखें कि पुर्जों पर धूल या गंदगी न लगे। - (2) बॉस के फ्लैंज के बाहरी व्यास को चक करें और इसे बॉस पर केन्द्रित करें।
- (3) सेट स्क्रू को दो स्थानों पर टैप करें: कीवे पर और 90° कोण पर।
- (4) शाफ्ट बोर की मशीनिंग के बाद पुनः संयोजन करते समय, ड्राइव बॉल और थ्रस्ट बेयरिंग पर चिकनाई वाला ग्रीस लगाएं।
4. बहाली
चूंकि यह स्वतः रीसेट प्रणाली है, इसलिए यह मोटर जैसे ड्राइव पक्ष को पुनः चालू करने मात्र से स्वचालित रूप से रीसेट हो जाएगी।
- (1) यदि शॉक गार्ड ओवरलोड के कारण ट्रिप हो जाता है, तो रोटेशन रोक दें और ओवरलोड का कारण हटा दें।
- (2) रीसेट करते समय, इनपुट रोटेशन गति को 50 r/min या उससे कम पर सेट करके या मोटर को इंच-इंच करके गियर को रीसेट (पुनः संलग्न) करें।
⚠ कृपया हाथ से बॉडी या शाफ्ट को घुमाकर शॉक गार्ड को रीसेट करने से बचें क्योंकि यह खतरनाक है।
- (3) जब ड्राइव बॉल पॉकेट में गिरेगी, तो आपको एक "क्लिक" की आवाज सुनाई देगी।
