तकनीकी डेटा यांत्रिक संरक्षक
टॉर्क कीपर TFK हैंडलिंग
हैंडलिंग 1
- 1. सभी टॉर्क कीपर पायलट बोर के साथ भेजे जाते हैं। कृपया डिसएसेम्बली के बाद बॉस शाफ्ट होल को ड्रिल करें। शाफ्ट होल ड्रिलिंग के विवरण के लिए, कृपया यहाँ देखें।
- 2. दो या अधिक टॉर्क कीपर अलग करते समय, ध्यान रखें कि पुर्जे आपस में न बदलें। दोबारा जोड़ते समय, सुनिश्चित करें कि आप उन्हीं पुर्जों का इस्तेमाल करें जो शिपिंग के समय इस्तेमाल किए गए थे। अगर पुर्जों को आपस में बदला जाता है, तो दिया गया टॉर्क कर्व वास्तविक स्लिप टॉर्क से मेल नहीं खाएगा।
- 3. ट्रांसमिशन वाइंडिंग के लिए दांतेदार बेल्ट, रोलर चेन आदि का उपयोग करते समय, ध्यान रखें कि उनमें बहुत ज़्यादा तनाव न हो। अत्यधिक तनाव स्थिर स्लिप टॉर्क प्राप्त करने में बाधा डाल सकता है।
हैंडलिंग 2
टॉर्क कीपर के प्रत्येक मॉडल नंबर के लिए, टॉर्क को निर्धारित टॉर्क रेंज के अधिकतम 50% पर सेट किया जाता है (उत्पाद पृष्ठ देखें), और टॉर्क वक्र को शिपिंग के समय संलग्न किया जाता है।
इस 50% टॉर्क को 0 बिंदु कहा जाता है, और स्लिप टॉर्क को इस 0 बिंदु के आधार पर सेट किया जाता है।
TFK20, 25, और 35 के लिए स्लिप टॉर्क सेट करने के लिए, एडजस्टमेंट नट को बाज़ार में उपलब्ध हुक रिंच से कसें। TFK50 और 70 के लिए स्लिप टॉर्क सेट करने के लिए, तीनों एडजस्टमेंट बोल्ट को बाज़ार में उपलब्ध रिंच से कसें। 0 पॉइंट को दोबारा बनाने के तरीके के लिए नीचे देखें।
स्लिप टॉर्क सेटिंग
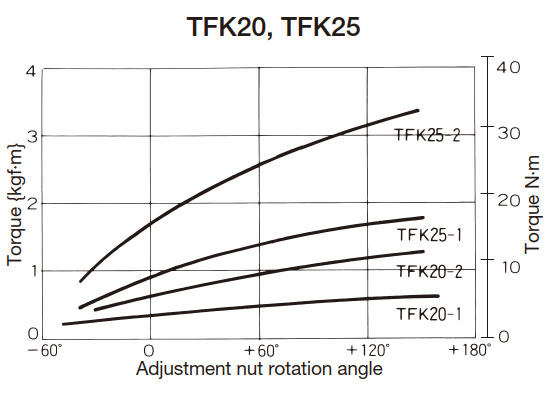
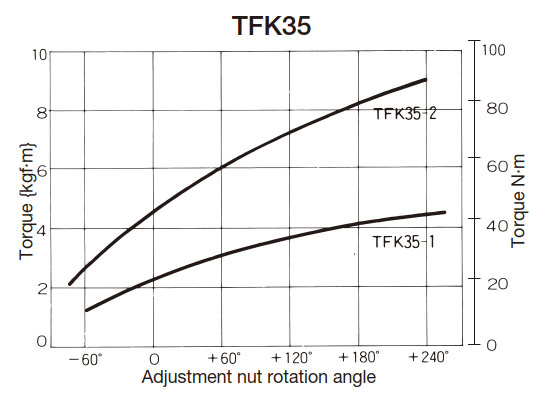
TFK20・25・35
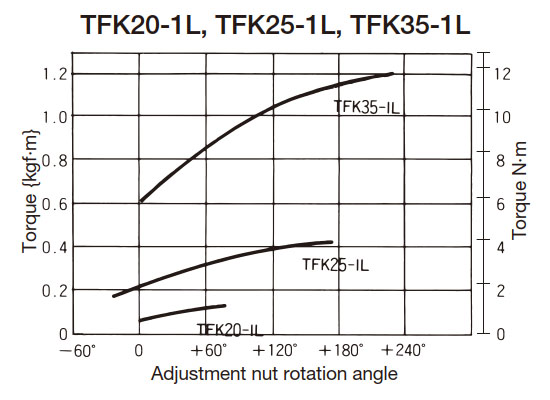
- (1) जब आवश्यक स्लिप टॉर्क 0 बिंदु से ऊपर हो, तो मुख्य इकाई से जुड़े टॉर्क वक्र के अनुसार समायोजन नट को आवश्यक कोण से कसें। समायोजन नट को कसने का कार्य टॉर्क स्केल (कोण प्रदर्शन) और मिलान चिह्नों का उपयोग करके आसानी से किया जा सकता है।
- (2) यदि आवश्यक स्लिप टॉर्क 0 बिंदु से नीचे है, तो मुख्य इकाई से जुड़े टॉर्क वक्र के अनुसार आवश्यक कोण से परे समायोजन नट को ढीला करें, और फिर इसे आवश्यक कोण पर कस दें।
(उदाहरण) स्लिप टॉर्क को 0 बिंदु से -30° पर सेट करते समय।
- 1. समायोजन नट को 0 बिंदु से -60° तक ढीला करें।
- 2. समायोजन नट को -60° से -30° तक कसें।
TFK20, 25, 35 टॉर्क स्केल
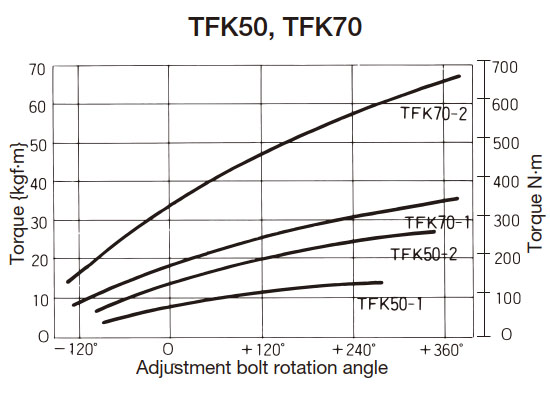
TFK50・70
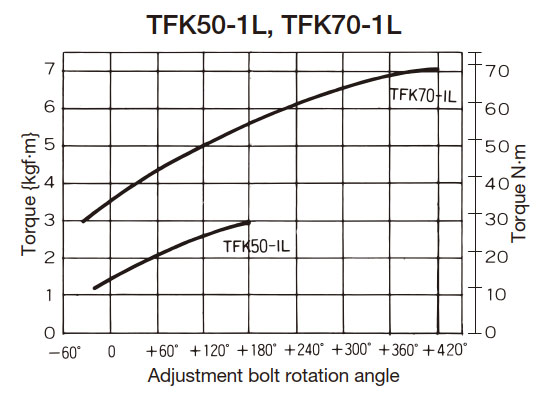
- (1) जब आवश्यक स्लिप टॉर्क 0 बिंदु से ऊपर हो, तो मुख्य इकाई से जुड़े टॉर्क वक्र के अनुसार तीनों समायोजन बोल्टों को आवश्यक कोण पर पुनः कसें। समायोजन बोल्टों को कसने का कार्य टॉर्क स्केल (कोण प्रदर्शन) और मिलान चिह्नों का उपयोग करके आसानी से किया जा सकता है।
- (2) यदि आवश्यक स्लिप टॉर्क 0 बिंदु से नीचे है, तो मुख्य इकाई से जुड़े टॉर्क वक्र के अनुसार आवश्यक कोण से परे तीन समायोजन बोल्ट को ढीला करें, और फिर उन्हें आवश्यक कोण पर कस दें।
(उदाहरण) स्लिप टॉर्क को 0 बिंदु से -60° पर सेट करते समय।
- 1. समायोजन बोल्ट को 0 बिंदु से -90° तक ढीला करें।
- 2. समायोजन बोल्ट को -90° से -60° तक कसें।
TFK50/70 टॉर्क स्केल
(नोट) टॉर्क कीपर शुरू में सेट करते समय या इस्तेमाल के दौरान स्लिप टॉर्क सेटिंग बदलते समय, हम ज़्यादा स्थिर स्लिप टॉर्क पाने के लिए, वास्तविक संचालन शुरू करने से पहले यूनिट को 2 से 3 मिनट तक चलाने की सलाह देते हैं। सेट किए जाने वाले स्लिप टॉर्क के आधार पर, रन-इन निम्न प्रकार से किया जाना चाहिए:
(1) जब 0 बिंदु से नीचे स्लिप टॉर्क पर उपयोग किया जाता है।
- 1. इंजन को 0 पॉइंट टॉर्क पर 2 से 3 मिनट तक चलाएं।
- 2. ऑपरेशन शुरू करने से पहले ऊपर बताए अनुसार स्लिप टॉर्क सेट करें।
(2) जब 0 बिंदु से ऊपर स्लिप टॉर्क पर उपयोग किया जाता है।
- 1. ऊपर वर्णित अनुसार स्लिप टॉर्क सेट करें।
- 2. इंजन को 2 से 3 मिनट तक चलाएं।
- 3. समायोजन नट या समायोजन बोल्ट को 0 बिंदु पर वापस लाएँ।
- 4. सामान्य ऑपरेशन शुरू करने से पहले स्लिप टॉर्क को फिर से सेट करें।
टॉर्क वक्र (युग्मन प्रकारों के लिए सामान्य)
कमजोर स्प्रिंग विनिर्देश
मानक स्प्रिंग विनिर्देश { } संदर्भ मान हैं।
0 अंक पुनः कैसे बनाएं
शाफ्ट छेद की मशीनिंग के बाद पुनः संयोजन करते समय, कृपया नीचे दिए गए चरणों का पालन करें।
TFK20・25・35
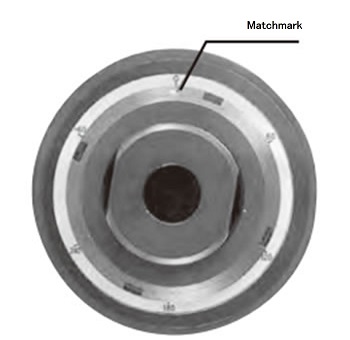
- 1. पुनः संयोजन करते समय, टॉर्क स्केल 0 को बॉस के सेट स्क्रू (उत्पाद संख्या (8)) की स्थिति के साथ संरेखित करें। (ध्यान रखें कि इसे 180 डिग्री उल्टा न करें।)
- 2. समायोजन नट को हाथ से कसें, फिर हुक रिंच का उपयोग करके इसे तब तक और कसें जब तक समायोजन नट पर मिलान चिह्न टॉर्क स्केल पर 0 स्थिति पर न आ जाए।
TFK50・70
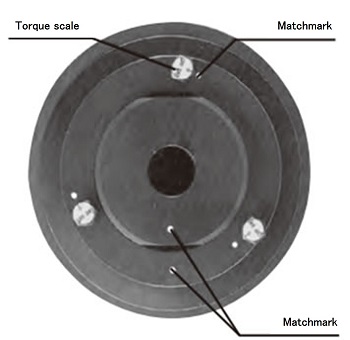
- 1. समायोजन नट को कसें और समायोजन नट और बॉस पर संरेखण चिह्नों को संरेखित करें।
- 2. समायोजन बोल्ट को हाथ से कसें, फिर रिंच या समायोज्य रिंच का उपयोग करके इसे तब तक और कसें जब तक टॉर्क स्केल पर 0 मिलान चिह्न से मेल न खा जाए।
- नोट: 1. टॉर्क वक्र स्केल 0 अधिकतम टॉर्क का 50% इंगित करता है।
- नोट 2: प्रत्येक टॉर्क वक्र एक प्रतिनिधि उदाहरण है। वास्तविक उपयोग के लिए, कृपया इकाई के साथ दिए गए टॉर्क वक्र को देखें।
