तकनीकी डेटा पिन गियर ड्राइव यूनिट
चयन प्रक्रिया
पिन गियर ड्राइव यूनिट के लिए पिच सर्कल व्यास का अस्थायी चयन
| घूर्णी गति के दौरान: | घूर्णन उपकरण के आकार के आधार पर पिन व्हील के पिच सर्कल व्यास का प्रारंभिक चयन करें। न्यूनीकरण अनुपात के आधार पर पिन गियर के पिच सर्कल व्यास का प्रारंभिक चयन करें। |
| रेखीय गति के दौरान: | कृपया उपकरण लेआउट के आधार पर पिन गियर के पिच सर्कल व्यास का अनंतिम रूप से चयन करें। |
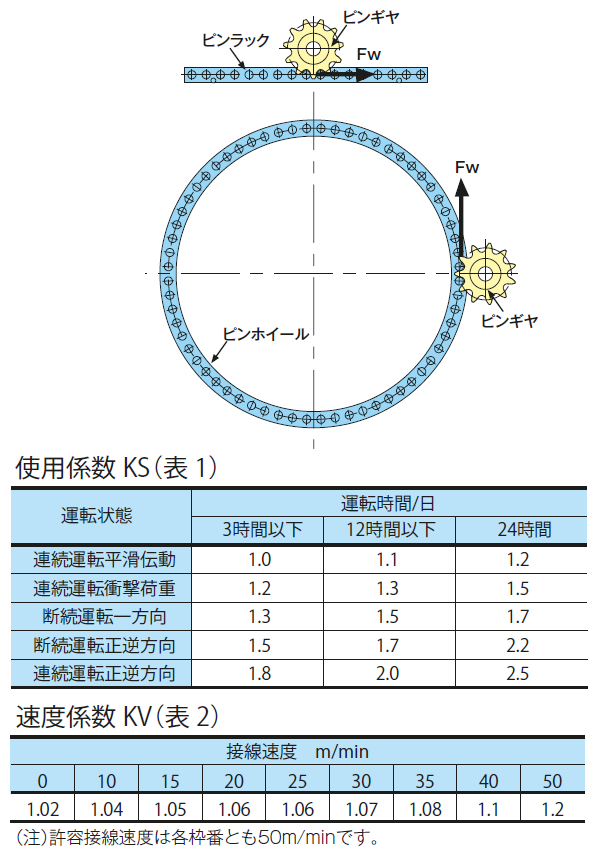
लागू स्पर्शरेखीय भार Fw की गणना
लोड स्थितियों से पिन व्हील या पिन रैक पर लागू स्पर्शरेखीय भार Fw की गणना करें।
सही स्पर्शरेखीय भार Ft की गणना
परिचालन स्थितियों से सर्विस कारक KS (तालिका 1) और स्पर्शरेखीय गति से गति गुणांक KV (तालिका 2) प्राप्त करें, और इन्हें लागू स्पर्शरेखीय भार FW से गुणा करके सही स्पर्शरेखीय भार FT प्राप्त करें।
पिन गियर ड्राइव यूनिट फ्रेम नंबर का चयन
पिन रैक या पिन व्हील के प्रत्येक फ्रेम नंबर के लिए अनुमेय स्पर्शरेखीय भार FP और संशोधित स्पर्शरेखीय भार FT के आधार पर निम्नलिखित शर्तों को पूरा करने वाला पिन गियर ड्राइव यूनिट फ्रेम नंबर चुनें।
मॉडल संख्या चयन
| पिनव्हील: | पिनव्हील के लिए रोलर्स की संख्या का चयन करें, जिसका पिच सर्कल व्यास चयनित फ्रेम संख्या और अनंतिम रूप से चयनित पिनव्हील के पिच सर्कल व्यास के सबसे करीब हो। |
| पिन रैक: | चयनित फ्रेम संख्या और यात्रा दूरी (या यात्रा दूरी) से रैक रोलर्स की संख्या की गणना करें। |
| पिन गियर: | चयनित फ्रेम संख्या और पिन गियर के अनंतिम रूप से चयनित पिच सर्कल व्यास से, मॉडल संख्या निर्धारित करने के लिए निकटतम पिच सर्कल व्यास के साथ पिन गियर के दांतों की संख्या का चयन करें। |
| *गियर के दांतों की संख्या सीमित है। अगर दांतों की संख्या अपर्याप्त है, तो कृपया दांतों की संख्या बढ़ाएँ और दोबारा चुनें। | |
[बड़ा करने के लिए क्लिक करें]
स्नेहन
संचालन से पहले, सभी रोलर्स की बाहरी परिधि पर अत्यधिक दबाव वाला ग्रीस लगाना सुनिश्चित करें। पिन व्हील या पिन रैक के रोलर्स की भीतरी सतह पर पहले से ही चिकनाई वाला ग्रीस लगा हुआ है।
यदि आप उत्पाद का उपयोग ऐसे वातावरण में करने की योजना बना रहे हैं जहां चिकनाई युक्त ग्रीस का उपयोग नहीं किया जा सकता है, जैसे कि पानी के नीचे, या 130°C या उससे अधिक तापमान वाले वातावरण में, तो कृपया हमसे संपर्क करें।
विशेष बैकलैश विनिर्देश (मानक स्वीकार्य स्पर्शरेखीय भार से भिन्न)
● बड़े बैकलैश विनिर्देश
बैकलैश बढ़ाने से स्थापना आसान हो जाती है।
● कम बैकलैश विनिर्देश
बैकलैश को कम किया जा सकता है। (मानक बैकलैश का 2/3, संगत फ्रेम संख्या: PDU020 से PDU120)
इंस्टॉलेशन तरीका
फ्लैट व्हील
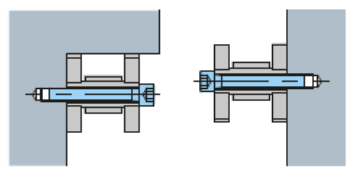
एक खोखली पिन का इस्तेमाल किया जाता है, ताकि छेद का इस्तेमाल करके इसे मेटिंग डिवाइस से बोल्ट की मदद से जोड़ा जा सके। माउंट करते समय, स्थिति निर्धारित करने के लिए एक तरफ एक स्टॉपर या गाइड लगाया जा सकता है।
कोण
सीधे कोण वाले रैक को पैरों पर बोल्ट बन्धन छेद का उपयोग करके संभोग उपकरण पर तय किया जा सकता है।
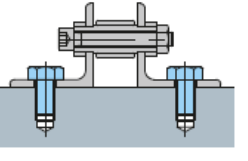
माउंटिंग बोल्ट की स्थिति
बोल्टों को खंडों के दोनों सिरों पर तथा उनके बीच समान अंतराल पर स्थापित किया जाना चाहिए, तथा कम से कम न्यूनतम संख्या में बोल्ट लगाए जाने चाहिए (नीचे देखें)।
■ प्रति खंड माउंटिंग बोल्ट की न्यूनतम संख्या (क्षैतिज माउंटिंग के लिए)
| विनिर्देश | फ़्रेम नं. | आलंबन बोल्ट आकार | न्यूनतम अनुलग्नकों की संख्या |
|---|---|---|---|
| इस्पात प्रकार | PDU020 | M4 | 8 |
| PDU022 | M4 | 13 | |
| PDU030 | M6 | 10 | |
| PDU035 | M8 | 8 | |
| PDU040 | M10 | 7 | |
| PDU050 | M12 | 6 | |
| PDU055 | M12 | 9 | |
| PDU070 | M16 | 6 | |
| PDU080 | M16 | 7 | |
| PDU090 | M20 | 6 | |
| PDU120 | M30 | 4 | |
| PDU150 | M36 | 6 | |
| PDU180 | M42 | 6 | |
| PDU240 | M48 | 5 | |
| स्टेनलेस प्रकार | PDU020 | M4 | 8 |
| PDU022 | M4 | 13 | |
| PDU030 | M6 | 10 | |
| PDU035 | M8 | 8 | |
| PDU040 | M10 | 7 | |
| PDU050 | M12 | 6 | |
| PDU055 | M12 | 9 | |
| PDU070 | M16 | 6 | |
| PDU080 | M16 | 7 | |
| PDU090 | M20 | 6 |
| (उदाहरण) | बोल्ट माउंटिंग: | PDU050-GPF064P 4-विभाजन |
| स्थापना स्थिति: | नीचे दिया गया चित्र देखें (काला वृत्त स्थापना स्थिति को दर्शाता है) | |
| PDU050 माउंटिंग बोल्ट की न्यूनतम संख्या: 6 (M12) प्रत्येक खंड में छह या अधिक बोल्ट लगाएं, तथा उनके बीच यथासंभव समान दूरी रखें। *यदि स्थापना के संबंध में आपके कोई प्रश्न हों तो कृपया हमसे संपर्क करें। |
||
[बड़ा करने के लिए क्लिक करें]
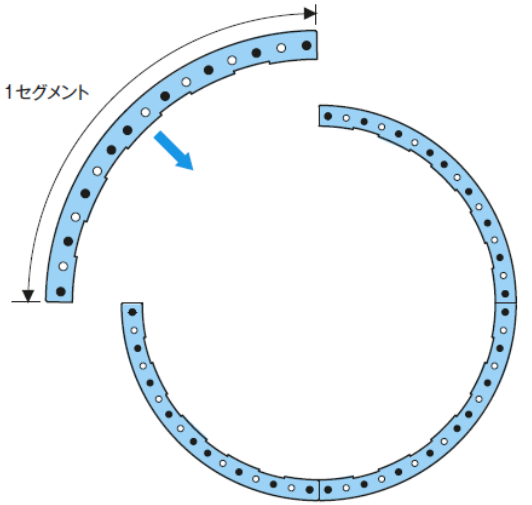
पिनव्हील/पिन रैक डिवीजन
पिन व्हील और पिन रैक को विभाजित करने के विवरण के लिए कृपया निम्नलिखित देखें, और अपना ऑर्डर देते समय डिलीवरी आरेख की जांच अवश्य करें।
| उदाहरण 1. | पिनव्हील उदाहरण: | उदाहरण 2. | पिन रैक उदाहरण: | ||||
| PDU30-GW-190P के मामले में, इसे 8 भागों में विभाजित किया गया है। | PDU30-FR-200P के लिए, मानक लंबाई के रोलर्स की संख्या: 26P, रोलर्स की न्यूनतम संख्या: 10P | ||||||
| 23/190पी x 2 | ) | यह का संयोजन होगा. | 26पी x 7 | ) | यह का संयोजन होगा. | ||
| 24/190पी x 6 | 18पी x 1 | ||||||
स्थापना सटीकता
| पिनव्हील: | पिनव्हील फ्रेम की उत्तल सतह को रोलर माउंटिंग छेद के साथ संकेंद्रित करने के लिए मशीनीकृत किया जाता है, ताकि इसे उपकरण के स्पिगोट भाग में फिट किया जा सके और केंद्रित संदर्भ सतह के रूप में उपयोग किया जा सके। डिवाइस के इनले भाग की परिशुद्धता नीचे दी गई तालिका में "इनले भाग रनआउट परिशुद्धता" के भीतर समाप्त होनी चाहिए। |
| पिन रैक: | कृपया सुनिश्चित करें कि पिन रैक उपकरण साइड माउंटिंग संदर्भ सतह और पिन गियर केंद्र के बीच समानता नीचे दी गई तालिका में "गियर केंद्र समानता" मान के बराबर या उससे कम है। पिन रैक को इस प्रकार स्थापित करें कि उनके बीच के जोड़ों पर पारस्परिक स्थितीय विचलन A और B नीचे दी गई तालिका में दिए गए मानों से कम हों। |

[बड़ा करने के लिए क्लिक करें]

[बड़ा करने के लिए क्लिक करें]
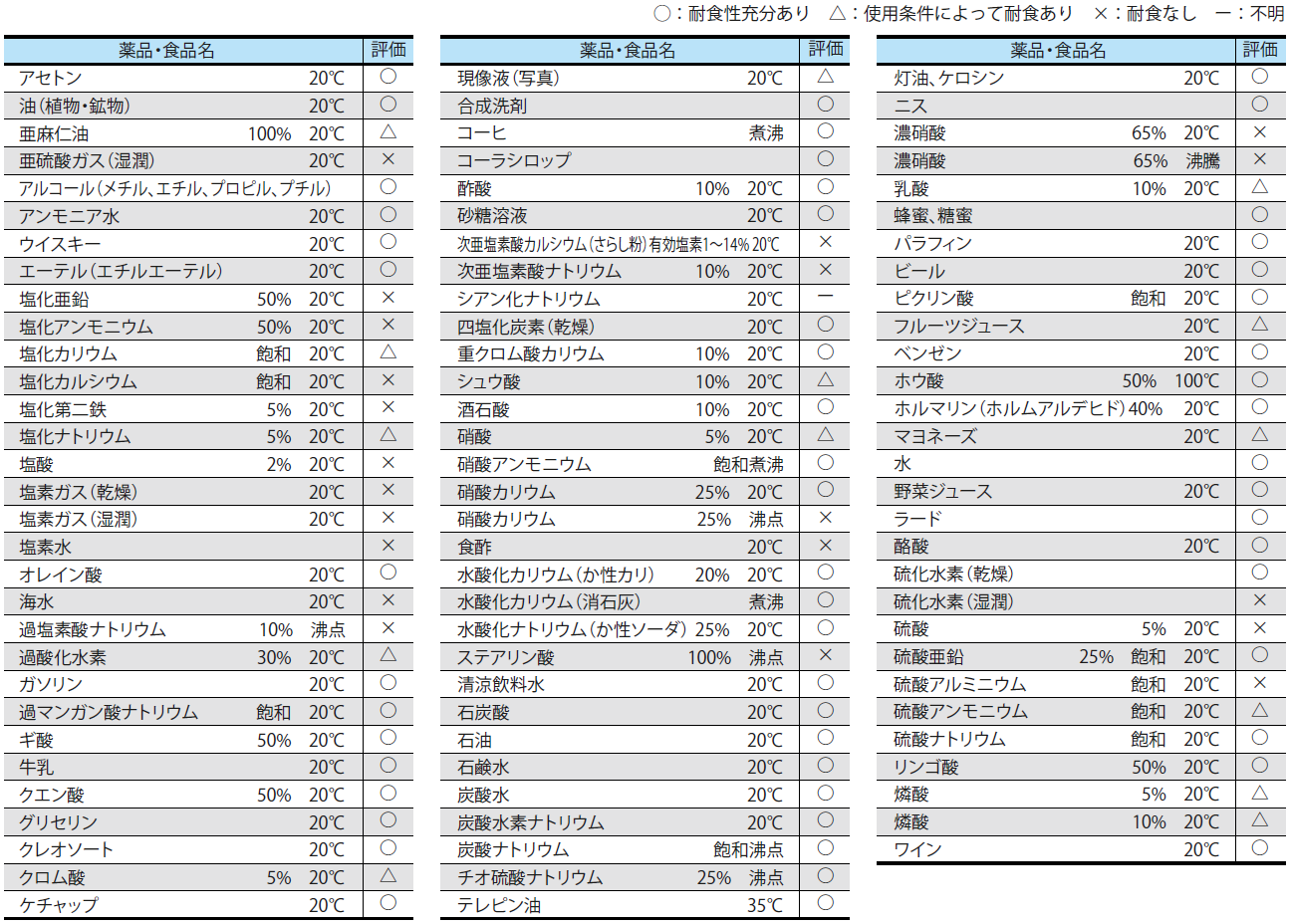
स्टेनलेस स्टील के प्रकारों के संक्षारण प्रतिरोध पर संदर्भ सामग्री
संक्षारण प्रतिरोध उपयोग की स्थितियों के आधार पर काफी भिन्न होता है, इसलिए नीचे दी गई तालिका गारंटी की डिग्री नहीं दर्शाती है। कृपया नीचे दी गई तालिका देखें और वास्तविक उपयोग की स्थितियों में परीक्षण नमूनों का उपयोग करके संक्षारण प्रतिरोध की पहले से जाँच कर लें।
[बड़ा करने के लिए क्लिक करें]
