तकनीकी डेटा युग्मन हैंडलिंग
एचटी-फ्लेक्स कपलिंग एनईआर श्रृंखला
यह एचटी-फ्लेक्स Coupling NER श्रृंखला के सामान्य संचालन का वर्णन करता है। विवरण के लिए, कृपया उत्पाद के साथ संलग्न निर्देश पुस्तिका देखें।
1. शाफ्ट पर हब स्थापित करना
सावधानियां
- *1 निर्देश पुस्तिका में घटक सूची के विरुद्ध युग्मन घटकों की जांच करें।
- *2 केंद्र इकाई को कारखाने में सर्वोत्तम तरीके से जोड़ा गया है। कृपया इसे बिना अलग किए ऐसे ही उपयोग करें।
- *3 केंद्र इकाई पर, विशेष रूप से अक्षीय दिशा में, अधिक बल न लगाएँ। इससे डिस्क मुड़ी हुई अवस्था में स्थिर हो सकती है, जिससे प्रदर्शन प्रभावित हो सकता है।
स्थापना प्रक्रिया
- (1) जाँच करें कि ड्राइव शाफ्ट, संचालित शाफ्ट और हब के आंतरिक व्यास पर कोई गड़गड़ाहट, खरोंच, गंदगी, जंग आदि नहीं हैं, और किसी भी गंदगी या तेल को पोंछ दें।
- (2) हब को प्रत्येक शाफ्ट से जोड़ें। दबाकर फिट करना के लिए, हब को गर्म तेल (150°C से नीचे) से समान रूप से गर्म करें और उन्हें शाफ्ट पर निर्दिष्ट स्थानों पर जल्दी से लगा दें।
- (3) हब के फ्लैंज फेस-टू-फेस आयाम के लिए, अगले अनुभाग को देखें, "2. केंद्रित करना (1) फ्लैंज फेस-टू-फेस आयाम (जे) को समायोजित करना।"
2. केंद्रित करना
युग्मन की प्रारंभिक केन्द्रीकरण सटीकता जितनी अधिक होगी, उपयोग के दौरान उतना ही कम उत्केन्द्रीय घूर्णी तनाव उत्पन्न होगा।
बेयरिंग का घिसना, स्थापना सतह का बैठना, तापमान के कारण स्थिति में परिवर्तन, कंपन के कारण उपयोग के दौरान परिवर्तन आदि आपके उपकरण और कपलिंग के जीवन को छोटा कर देंगे।
कृपया नीचे दिए गए चरणों का पालन करके इसे समय-समय पर समायोजित करें।
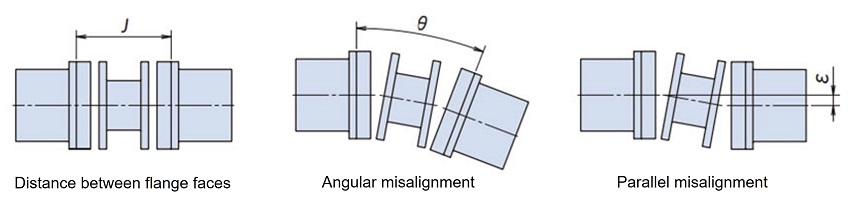
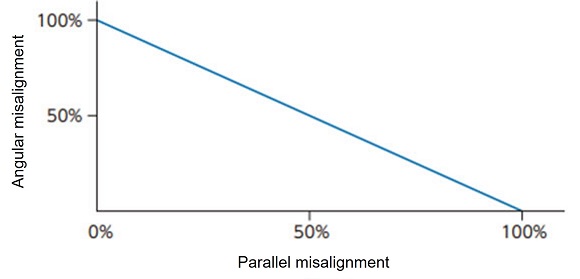
फ्लैंज फेस की आयामी त्रुटि, स्वीकार्य कोणीय मिसलिग्न्मेंट, तथा युग्मन की उत्केन्द्रता परस्पर संबंधित हैं, तथा जब एक बढ़ता है तो दूसरा घटता है, इसलिए इन पर एक साथ विचार किया जाना चाहिए।
प्रारंभ में इसे नीचे दिए गए अनुशंसित मान पर केन्द्रित करना सुनिश्चित करें।
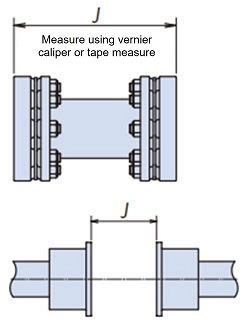
(1) फ्लैंज फेस-टू-फेस आयाम का समायोजन (J)
केंद्र इकाई की समग्र लंबाई मापें और इस मान को J आयाम के रूप में उपयोग करें।
(घटक सहिष्णुता के संयोजन के आधार पर, केंद्र इकाई की कुल लंबाई मानक मान से अधिक या कम हो सकती है। उस स्थिति में, भले ही हब को ड्राइंग पर मानक आयामों के J±0.5 मिमी के भीतर सेट किया गया हो, केंद्र इकाई को इकट्ठा करना मुश्किल हो सकता है।)
J आयाम को हर 90 डिग्री पर चार बिंदुओं पर मापें, और हब की स्थिति को इस प्रकार समायोजित करें कि औसत मान J±0.5 मिमी के भीतर रहे। यदि ड्राइव शाफ्ट या संचालित शाफ्ट एक स्टेप्ड शाफ्ट है, तो समायोजन मार्जिन सीमित हो सकता है, इसलिए कृपया सुनिश्चित करें कि J आयाम को पहले से समायोजित किया जा सके।
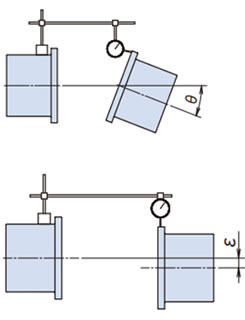
(2) अवनति कोण (θ) का समायोजन
- (a) चित्र में दिखाए अनुसार डायल गेज को किसी एक हब पर स्थिर करें, डायल गेज पर न्यूनतम रीडिंग ज्ञात करने के लिए हब को घुमाएं, और इसे शून्य पर सेट करें।
- (b) डायल हब को 360 डिग्री घुमाएं और डिक्लाइनेशन मान पढ़ें।
- (ग) डिवाइस को शिम या अन्य उपकरणों का उपयोग करके घुमाकर समायोजित करें ताकि डायल गेज रीडिंग तालिका 1 में अनुशंसित गिरावट मूल्यों की सीमा के भीतर आ जाए।
(3) उत्केन्द्रता (ε) समायोजन
- (क) चित्र में दिखाए अनुसार हब फ्लैंज पर डायल गेज लगाएं, डायल गेज पर न्यूनतम रीडिंग प्राप्त करने के लिए हब को घुमाएं, और इसे शून्य पर सेट करें।
- (ख) डायल गेज के साथ स्थिर किये गये हब को 360 डिग्री घुमाएं और उत्केन्द्रता मान पढ़ें।
- (ग) हब के बाहरी परिधि पर ड्रिल किए गए छेद वाले हिस्से पर असामान्य रनआउट हो सकता है। ऐसा इसलिए है क्योंकि ड्रिल किए गए छेद वाले हिस्से को मशीनिंग करते समय फ्लैंज बाहर की ओर उभरा हुआ था, इसलिए कृपया इस हिस्से से बचते हुए रीडिंग पढ़ें।
- (घ) उपकरण को शिम या अन्य साधनों का उपयोग करके हिलाकर समायोजित करें ताकि डायल गेज रीडिंग तालिका 1 या तालिका 2 में अनुशंसित उत्केंद्रता मान के दोगुने के भीतर हो।
- (ई) यदि उत्केन्द्रता को समायोजित करने के लिए उपकरण को स्थानांतरित किया जाता है, तो अवनति को पुनः समायोजित करें।
| मॉडल संख्या | अनुशंसित केंद्रीकरण मान | ||||
|---|---|---|---|---|---|
| झुकाव | सनक ε [मिमी] |
निकला हुआ आमने-सामने के आयाम जे [मिमी] |
|||
| θ [deg] |
T.I.R. [mm] |
||||
| NER59W | 0.35 | 0.33 | 0.18 | ±0.5 | |
| NER93W | 0.35 | 0.39 | 0.22 | ±0.5 | |
| NER230W | 0.25 | 0.31 | 0.18 | ±0.5 | |
| NER360W | 0.25 | 0.36 | 0.22 | ±0.5 | |
| NER630W | 0.25 | 0.43 | 0.22 | ±0.5 | |
| NER850W | 0.25 | 0.48 | 0.25 | ±0.5 | |
| मॉडल संख्या | अनुशंसित केंद्रीकरण मान | ||||
|---|---|---|---|---|---|
| झुकाव | सनक (गणना सूत्र) ε [मिमी] |
निकला हुआ आमने-सामने के आयाम जे [मिमी] |
|||
| θ [deg] |
T.I.R. [mm] |
||||
| NER59W | 0.35 | 0.33 | (J-44.4)×0.31×10-2 | ±0.5 | |
| NER93W | 0.35 | 0.39 | (J-50.6)×0.31×10-2 | ±0.5 | |
| NER230W | 0.25 | 0.31 | (J-58.8)×0.22×10-2 | ±0.5 | |
| NER360W | 0.25 | 0.36 | (J-70.0)×0.22×10-2 | ±0.5 | |
| NER630W | 0.25 | 0.43 | (J-76.4)×0.22×10-2 | ±0.5 | |
| NER850W | 0.25 | 0.48 | (J-86.6)×0.22×10-2 | ±0.5 | |
अवनति और उत्केन्द्रता के बीच संबंध
3. केंद्र इकाई स्थापना
- (1) निर्देश पुस्तिका में घटक आरेख का संदर्भ लें और केंद्र इकाई को हब में स्थापित करें।
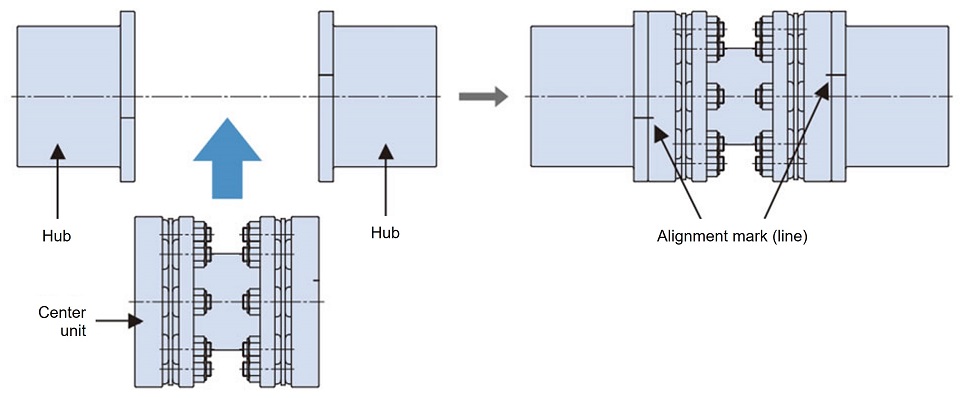
चित्र 1. केंद्र इकाई स्थापना
हब की परिधि और केंद्र इकाई की परिधि पर दो स्थानों (एक तरफ) पर संरेखण चिह्न (रेखाएं) हैं।
सुनिश्चित करें कि ये चरणबद्ध हों।
केंद्रीय इकाई में कोई दिशा नहीं होती, इसलिए इसे बायीं या दायीं ओर मुख करके स्थापित किया जा सकता है।
- (2) हब और केंद्र इकाई को पोजिशनिंग बोल्ट और हेक्स सॉकेट बोल्ट के साथ सुरक्षित करें।
इस समय, पोजिशनिंग बोल्ट (हरे सिरे वाला बोल्ट) को उस ड्रिल किए गए छेद में डालना सुनिश्चित करें जहाँ संरेखण चिह्न (रेखा) स्थित है। यह किसी अन्य ड्रिल किए गए छेद में फिट नहीं होगा।
पोजिशनिंग बोल्ट (हरे रंग के सिर वाले बोल्ट) का उपयोग प्रत्येक तरफ दो स्थानों पर, सममित रूप से 180° कोण पर (प्रति युग्मन चार स्थान) किया जाता है।
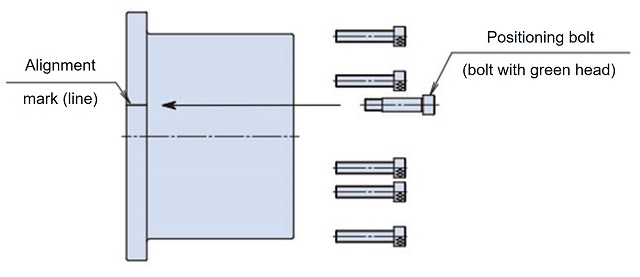
चित्र 2. पोजिशनिंग बोल्ट और हेक्स सॉकेट बोल्ट डालना
तालिका 3 में "पोजिशनिंग बोल्ट और हेक्सागोन सॉकेट बोल्ट के लिए कसने वाला टॉर्क" के अनुसार पोजिशनिंग बोल्ट और हेक्सागोन सॉकेट बोल्ट को कसना सुनिश्चित करें।
तालिका 3. पोजिशनिंग बोल्ट और हेक्स सॉकेट बोल्ट के लिए कसने वाला टॉर्क मॉडल संख्या बोल्ट का आकार आघूर्ण कसाव
[एन・एम]NER59W M6 14 NER93W M6 14 NER230W M6 14 NER360W M8 34 NER630W M10 67 NER850W M10 67 - (3) एक बार असेंबली पूरी हो जाने पर, डिस्क सेक्शन से डिस्क सुरक्षा प्लेट को हटा दें।
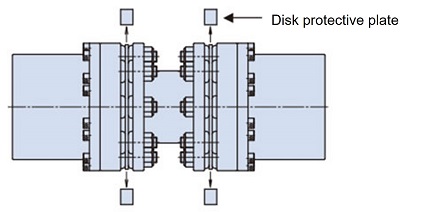
कुल मिलाकर चार डिस्क सुरक्षा प्लेटें हैं, प्रत्येक तरफ दो।
4. निरीक्षण
1-2 घंटे के संचालन के बाद अवनति और उत्केन्द्रता की पुनः जांच करें।
उस समय, पोजिशनिंग बोल्ट और हेक्स सॉकेट बोल्ट को तालिका 3 में निर्दिष्ट टॉर्क तक पुनः कस लें।
इसके अलावा, हर छह महीने से एक वर्ष तक जांच करें ताकि यह सुनिश्चित हो सके कि भागों में कोई असामान्यता नहीं है और पोजिशनिंग बोल्ट और हेक्स सॉकेट बोल्ट ढीले नहीं हैं।
हम ढीलेपन की जांच के लिए स्थापना के बाद पोजिशनिंग बोल्ट, हेक्स सॉकेट बोल्ट और हब को चिह्नित करने की सलाह देते हैं।
जांच करें कि अन्य भागों में कोई असामान्यता तो नहीं है।
