तकनीकी डेटा युग्मन हैंडलिंग
एचटी-फ्लेक्स कपलिंग एनईएफ/एनईएच सीरीज
केंद्रित
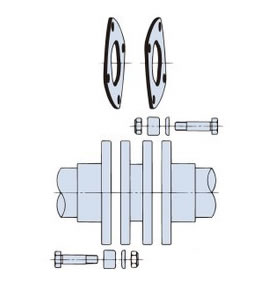
(1) एकल प्रकार, स्पेसर प्रकार
युग्मन की प्रारंभिक केन्द्रीकरण सटीकता जितनी अधिक होगी, उपयोग के दौरान उत्पन्न होने वाला उत्केन्द्रीय घूर्णी तनाव उतना ही कम होगा।
उपयोग के दौरान बेयरिंग के घिसने, स्थापना सतह के बैठने, तापमान में परिवर्तन, कंपन आदि के कारण होने वाले परिवर्तन आपके उपकरण और कपलिंग के जीवन को छोटा कर देंगे।
कृपया इसे निम्नलिखित प्रक्रिया के अनुसार समय-समय पर समायोजित करें।
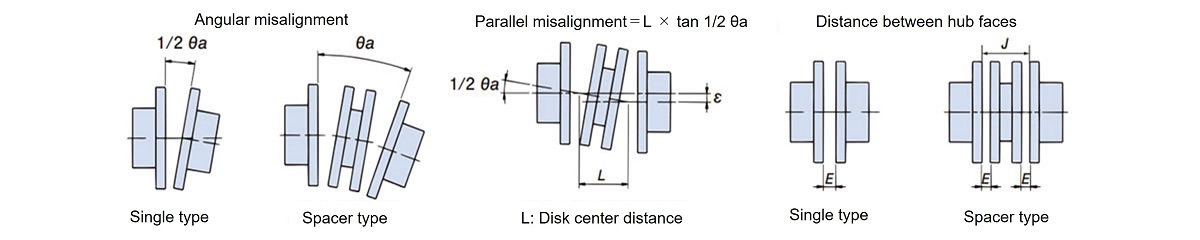
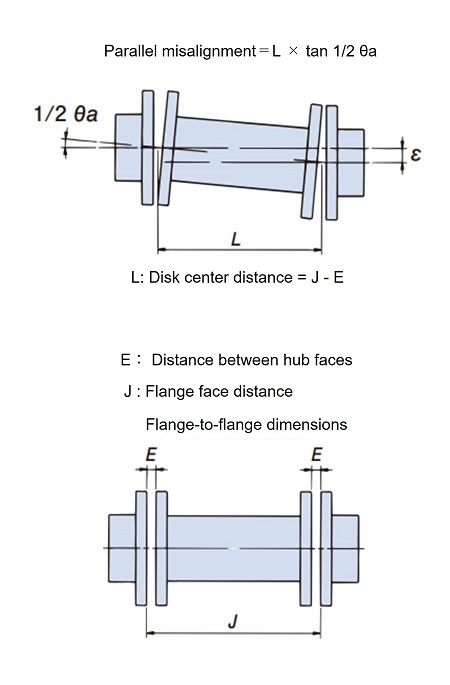
उत्केन्द्रता (समानांतरता त्रुटि) = L×tan 1/2 θa L: डिस्क केंद्रों के बीच की दूरी = J - E
कृपया ध्यान दें कि एकल प्रकार उत्केंद्रता (शाफ्ट केंद्र का गलत संरेखण) को अवशोषित नहीं कर सकता है।
युग्मन की स्वीकार्य कोणीय विसंगति (कोणीय असंरेखण), उत्केंद्रता (समानांतर त्रुटि), और फ्लैंज फलक आयामी त्रुटि परस्पर संबंधित हैं, और जैसे-जैसे एक बढ़ता है, दूसरा घटता है, इन पर एक साथ विचार किया जाना चाहिए। प्रारंभिक केंद्रीकरण नीचे दिए गए अनुशंसित मानों के भीतर करना सुनिश्चित करें।
| मॉडल संख्या | अवनति कोण (कोणीय असंरेखण) | सनक (समानांतर त्रुटि) ε [मिमी] |
हब आमने-सामने आयामी त्रुटि ई [मिमी] |
|
|---|---|---|---|---|
| 1/2 θ a [deg] |
डायल रीडिंग | |||
| NEF02S | 0.25 | 0.25 | *(टिप्पणी) अवशोषित नहीं किया जा सकता |
4.9±0.25 |
| NEF04S | 0.25 | 0.29 | 6.1±0.25 | |
| NEF10S | 0.25 | 0.35 | 6.6±0.25 | |
| NEF18S | 0.25 | 0.40 | 8.3±0.25 | |
| NEF25S | 0.25 | 0.45 | 11.2±0.25 | |
| NEF45S | 0.25 | 0.55 | 11.7±0.25 | |
| NEF80S | 0.25 | 0.62 | 11.7±0.25 | |
| NEF130S | 0.25 | 0.73 | 16.8±0.25 | |
| NEF210S | 0.25 | 0.84 | 17.0±0.25 | |
| NEF340S | 0.25 | 0.93 | 21.6±0.25 | |
| NEF540S | 0.25 | 1.07 | 23.9±0.25 | |
| NEF700S | 0.25 | 1.20 | 27.2±0.25 | |
*नोट) एकल प्रकार अपनी संरचना के कारण उत्केंद्रता (कोणीय असंरेखण) को अवशोषित नहीं कर सकता है, लेकिन केंद्रित करते समय, कृपया इसे 0.02 मिमी के भीतर समायोजित करें।
| मॉडल संख्या | अवनति कोण (कोणीय असंरेखण) | सनक (समानांतर त्रुटि) ε [मिमी] |
हब आमने-सामने आयामी त्रुटि ई [मिमी] |
|
|---|---|---|---|---|
| θ a [deg] |
डायल रीडिंग टीआईआर [मिमी] |
|||
| NEF02W | 0.5 | 0.50 | 0.075 | 4.9±0.25 |
| NEF04W | 0.5 | 0.58 | 0.13 | 6.1±0.25 |
| NEF10W | 0.5 | 0.71 | 0.14 | 6.6±0.25 |
| NEF18W | 0.5 | 0.81 | 0.17 | 8.3±0.25 |
| NEF25W | 0.5 | 0.91 | 0.18 | 11.2±0.25 |
| NEF45W | 0.5 | 1.10 | 0.22 | 11.7±0.25 |
| NEF80W | 0.5 | 1.25 | 0.25 | 11.7±0.25 |
| NEF130W | 0.5 | 1.46 | 0.27 | 16.8±0.25 |
| NEF210W | 0.5 | 1.69 | 0.31 | 17.0±0.25 |
| NEF340W | 0.5 | 1.86 | 0.33 | 21.6±0.25 |
| NEF540W | 0.5 | 2.14 | 0.37 | 23.9±0.25 |
| NEF700W | 0.5 | 2.41 | 0.46 | 27.2±0.25 |
| NEH09W | 0.35 | 1.68 | 0.30 | 19.0±0.25 |
| NEH14W | 0.25 | 1.20 | 0.30 | 19.0±0.25 |
| NEH20W | 0.25 | 1.34 | 0.33 | 19.0±0.25 |
| NEH30W | 0.25 | 1.50 | 0.36 | 21.5±0.25 |
| NEH41W | 0.25 | 1.64 | 0.43 | 24.0±0.25 |
| NEH55W | 0.25 | 1.94 | 0.50 | 29.5±0.25 |
| NEH70W | 0.25 | 2.05 | 0.51 | 31.3±0.25 |
| NEH90W | 0.25 | 2.23 | 0.55 | 32.0±0.25 |
| NEH110W | 0.25 | 2.43 | 0.55 | 32.5±0.25 |
| NEH135W | 0.25 | 2.56 | 0.60 | 34.0±0.25 |
| NEH150W | 0.25 | 2.74 | 0.65 | 34.5±0.25 |
| NEH180W | 0.25 | 2.85 | 0.70 | 35.5±0.25 |
(2) लंबे स्पेसर प्रकार
| मॉडल संख्या | अवनति कोण (कोणीय असंरेखण) | सनक (समानांतर त्रुटि) ε [मिमी] |
हब आमने-सामने आयामी त्रुटि ई [मिमी] |
|
|---|---|---|---|---|
| θ a [deg] |
डायल रीडिंग टीआईआर [मिमी] |
|||
| NEF04W | 0.5 | 0.58 | L×0.43×10-2 | 6.1±0.25 |
| NEF10W | 0.5 | 0.71 | L×0.43×10-2 | 6.6±0.25 |
| NEF18W | 0.5 | 0.81 | L×0.43×10-2 | 8.3±0.25 |
| NEF25W | 0.5 | 0.91 | L×0.43×10-2 | 11.2±0.25 |
| NEF45W | 0.5 | 1.10 | L×0.43×10-2 | 11.7±0.25 |
| NEF80W | 0.5 | 1.25 | L×0.43×10-2 | 11.7±0.25 |
| NEF130W | 0.5 | 1.46 | L×0.43×10-2 | 16.8±0.25 |
| NEF210W | 0.5 | 1.69 | L×0.43×10-2 | 17.0±0.25 |
| NEF340W | 0.5 | 1.86 | L×0.43×10-2 | 21.6±0.25 |
| NEF540W | 0.5 | 2.14 | L×0.43×10-2 | 23.9±0.25 |
| NEF700W | 0.5 | 2.41 | L×0.43×10-2 | 27.2±0.25 |
| NEH09W | 0.35 | 1.68 | L×0.31×10-2 | 19.0±0.25 |
| NEH14W | 0.25 | 1.20 | L×0.22×10-2 | 19.0±0.25 |
| NEH20W | 0.25 | 1.34 | L×0.22×10-2 | 19.0±0.25 |
| NEH30W | 0.25 | 1.50 | L×0.22×10-2 | 21.5±0.25 |
| NEH41W | 0.25 | 1.64 | L×0.22×10-2 | 24.0±0.25 |
| NEH55W | 0.25 | 1.94 | L×0.22×10-2 | 29.5±0.25 |
| NEH70W | 0.25 | 2.05 | L×0.22×10-2 | 31.3±0.25 |
| NEH90W | 0.25 | 2.23 | L×0.22×10-2 | 32.0±0.25 |
| NEH110W | 0.25 | 2.43 | L×0.22×10-2 | 32.5±0.25 |
| NEH135W | 0.25 | 2.56 | L×0.22×10-2 | 34.0±0.25 |
| NEH150W | 0.25 | 2.74 | L×0.22×10-2 | 34.5±0.25 |
| NEH180W | 0.25 | 2.85 | L×0.22×10-2 | 35.5±0.25 |
स्पेसर प्रकार की उत्केंद्रता (समानांतरता त्रुटि) और कोणीय मिसलिग्न्मेंट (कोणीय असंरेखण) के बीच संबंध
उत्केन्द्रता (समानांतर त्रुटि)
(डिस्क की केंद्र दूरी L की प्रति इकाई लंबाई पर उत्केंद्रता (समानांतरता त्रुटि))
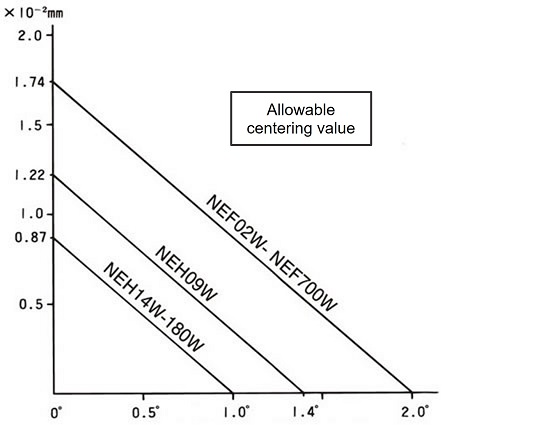
स्वीकार्य कोण विचलन (कोणीय असंरेखण) (θa)
उत्केन्द्रता (समानांतर त्रुटि)
(डिस्क की केंद्र दूरी L की प्रति इकाई लंबाई पर उत्केंद्रता (समानांतरता त्रुटि))
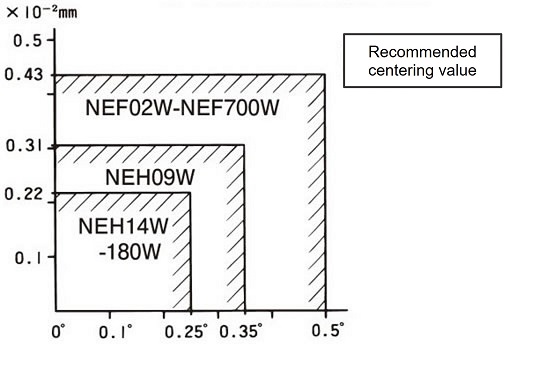
स्वीकार्य कोण विचलन (कोणीय असंरेखण) (θa)
- (1) हब-टू-हब आयाम का समायोजन (E)
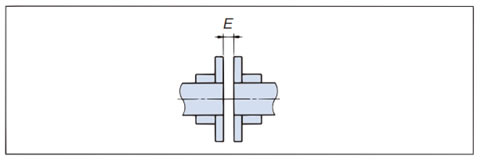
स्पेसर प्रकार और एकल प्रकार दोनों के लिए, प्रत्येक 90 डिग्री पर चार स्थानों पर E आयाम को मापें, और हब स्थिति को समायोजित करें ताकि औसत मान E±0.25 मिमी के भीतर हो।
यदि ड्राइव शाफ्ट या संचालित शाफ्ट एक स्टेप्ड शाफ्ट है, तो समायोजन मार्जिन सीमित हो सकता है, इसलिए कृपया सुनिश्चित करें कि ई आयाम को पहले से समायोजित किया जा सकता है।
- (2) कोणीय असंरेखण (θ°)
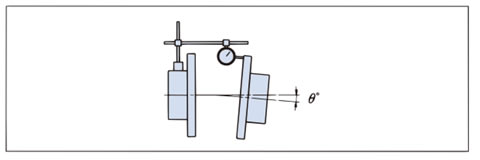
- (क) डायल गेज को किसी एक हब पर स्थिर करें जैसा कि ऊपर चित्र में दिखाया गया है, डायल गेज पर न्यूनतम रीडिंग खोजने के लिए हब को घुमाएं, और इसे शून्य पर सेट करें।
- (बी) डायल हब को 360 डिग्री घुमाएं और डिक्लाइनेशन (कोणीय असंरेखण) मान पढ़ें।
- (सी) शिम या अन्य उपकरणों का उपयोग करके उपकरण को समायोजित करें ताकि डायल गेज पर रीडिंग तालिका में अनुशंसित गिरावट (कोणीय असंरेखण) मूल्यों की सीमा के भीतर हो।
- (3) उत्केंद्रता का समायोजन (समानांतरता त्रुटि) (ε) मिमी
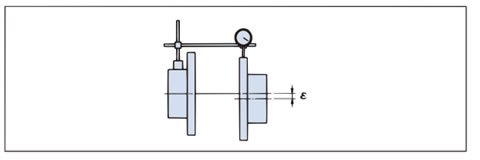
- (क) ऊपर दिखाए अनुसार हब फ्लैंज पर डायल गेज लगाएं, हब को घुमाएं, डायल गेज पर न्यूनतम रीडिंग ज्ञात करें और इसे शून्य पर सेट करें।
- (b) डायल गेज के स्थिर पक्ष पर हब को 360 डिग्री घुमाएं और उत्केंद्रता मान पढ़ें।
- (ग) डायल गेज हब में ड्रिल किए गए छेद की बाहरी परिधि पर असामान्य रनआउट दिखा सकता है। ऐसा इसलिए है क्योंकि ड्रिल किए गए छेद पर मशीनिंग करते समय फ्लैंज बाहर की ओर उभर जाता है, इसलिए रीडिंग लेते समय इस क्षेत्र से बचना सुनिश्चित करें।
- (घ) उपकरण को शिम या समान उपकरण का उपयोग करके घुमाकर समायोजित करें ताकि डायल गेज पर रीडिंग तालिका में दिखाए गए अनुशंसित उत्केंद्रता (समानांतरता त्रुटि) मान (ε) के दो गुना की सीमा के भीतर हो।
- (ई) यदि आप उत्केंद्रता (समानांतरता त्रुटि) को समायोजित करने के लिए उपकरण को स्थानांतरित करते हैं, तो कृपया अवनति (कोणीय असंरेखण) को पुनः समायोजित करें।
- (4) उपरोक्त चरणों को तब तक दोहराएं जब तक कि सभी युग्मन विस्थापन उचित मान तक न पहुंच जाएं।
- (5) सभी यू-नट्स को अगले अनुभाग में दिखाए गए निर्दिष्ट टॉर्क तक कसें।
एचटी-फ्लेक्स युग्मन में टॉर्क संचरण यू-नट के कसने वाले बल के कारण डिस्क और वॉशर के बीच उत्पन्न घर्षण बल द्वारा प्राप्त किया जाता है।
अगले अनुभाग में वर्णित यू-नट के कसने वाले टॉर्क का अवलोकन अवश्य करें।
1. रीमर बोल्ट कसने की टॉर्क तालिका
एचटी-फ्लेक्स कपलिंग रीमर बोल्ट और यू-नट के घर्षण बल द्वारा शक्ति संचारित करते हैं।
इसे निर्दिष्ट टॉर्क तक सुरक्षित रूप से कसना सुनिश्चित करें।
| मॉडल संख्या | रीमर बोल्ट कसने का टॉर्क [एन・एम] |
रीमर बोल्ट का आकार | |
|---|---|---|---|
| NEF02 | 4.90 | M5 | |
| NEF04 | 8.82 | M6 | |
| NEF10 | 8.82 | M6 | |
| NEF18 | 21.6 | M8 | |
| NEF25 | 21.6 | M8 | |
| NEF45 | 41.2 | M10 | |
| NEF80 | 78.4 | M12 | |
| NEF130 | 78.4 | M12 | |
| NEF210 | 177 | M16 | |
| NEF340 | 177 | M16 | |
| NEF540 | 470 | M20 | |
| NEF700 | 657 | M24 | |
| NEH09 | 470 | M20 | |
| NEH14 | 568 | M22 | |
| NEH20 | 784 | M24 | |
| NEH30 | 1170 | M27 | |
| NEH41 | 1590 | M30 | |
| NEH55 | 2250 | M36 | |
| NEH70 | 2550 | M36 | |
| NEH90 | 3230 | M39 | |
| NEH110 | 3920 | M42 | |
| NEH135 | 4900 | M45 | |
| NEH150 | 5490 | M48 | |
| NEH180 | 6860 | M52 | |
| मॉडल संख्या | रीमर बोल्ट A कसने वाला टॉर्क [एन・एम] |
रीमर बोल्ट ए आकार |
रीमर बोल्ट B कसने वाला टॉर्क [एन・एम] |
रीमर बोल्ट बी आकार |
||||
|---|---|---|---|---|---|---|---|---|
| NEF45G | 41.2 | M10 | 8.82 | M6 | ||||
| NEF80G | 78.4 | M12 | 21.6 | M8 | ||||
| NEF130G | 78.4 | M12 | 21.6 | M8 | ||||
| NEF210G | 177 | M16 | 41.2 | M10 | ||||
| NEF340G | 177 | M16 | 41.2 | M10 | ||||
| NEF540G | 470 | M20 | 78.4 | M12 | ||||
| NEF700G | 657 | M24 | 78.4 | M12 | ||||
| NEH09G | 470 | M20 | 78.4 | M12 | ||||
| NEH14G | 568 | M22 | 78.4 | M12 | ||||
| NEH20G | 784 | M24 | 177 | M16 | ||||
| NEH30G | 1170 | M27 | 177 | M16 | ||||
| NEH41G | 1590 | M30 | 470 | M20 | ||||
| आकार | M5 | M6 | M8 | M10 | M12 | M16 | M20 | M22 | M24 |
|---|---|---|---|---|---|---|---|---|---|
| S | 8 | 10 | 13 | 17 | 19 | 24 | 30 | 32 | 36 |
| आकार | M27 | M30 | M36 | M39 | M42 | M45 | M48 | M52 | |
| S | 41 | 46 | 55 | 60 | 65 | 70 | 75 | 80 |
2. रीमर बोल्ट को कसना
रीमर बोल्ट को कसते समय, यदि युग्मन हब पर अक्षीय बल लगाया जाता है, तो डिस्क मुड़ सकती है और उस अवस्था में स्थिर हो सकती है, इसलिए सावधान रहें कि रीमर बोल्ट को कसते समय हब पर अक्षीय बल न लगाया जाए।
ऊपर दी गई तालिका में दिखाए गए कसने वाले टॉर्क के साथ सुरक्षित रूप से कसें।
- - यू-नट धातु से बना है और इसे 20 बार तक लगाया और हटाया जा सकता है। अगर आपको इसे इससे ज़्यादा बार लगाना और हटाना पड़े, तो कृपया एक अतिरिक्त यू-नट तैयार रखें।
- - रीमर बोल्ट पर तेल या ग्रीस लगाने की कोई आवश्यकता नहीं है।
- - रीमर बोल्ट को किसी भी ओर से डाला जा सकता है।
3. कपलिंग हटाना
शाफ्ट से स्पेसर प्रकार के कपलिंग को हटाते समय, यह कार्य ड्राइवर या चालित मशीन को हिलाए बिना किया जा सकता है, जिससे इसे पुनः स्थापित करते समय केन्द्रित करना बहुत आसान हो जाता है।
[हटाने की प्रक्रिया]
- 1. सभी रीमर बोल्ट ढीले करें और डिस्क और स्पेसर को हटा दें (चित्र 1)।
- 2. हब को सुरक्षित करने वाले सेट बोल्ट को ढीला करें, और फिर इसे हटाने के लिए हब को स्लाइड करें (चित्र 2)।
- 3. पुनः संयोजन उल्टे क्रम में किया जाता है। हम अनुशंसा करते हैं कि दोनों हब को शाफ्ट पर स्थापित करने के बाद केंद्र स्तर की जाँच करें।
चित्र 1
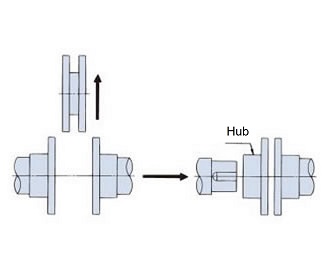
चित्र 2
4. निरीक्षण
एक से दो घंटे के वास्तविक संचालन के बाद, कोणीय विसंगति और उत्केंद्रता (कोणीय असंरेखण त्रुटि) की पुनः जाँच करें। ऐसा करते समय, बोल्ट और नट को ऊपर दी गई तालिका में निर्दिष्ट टॉर्क तक पुनः कसें।
रीमर बोल्ट और यू-नट की हर छह महीने से एक साल में जाँच करें ताकि यह सुनिश्चित हो सके कि वे ढीले तो नहीं हैं। हम अनुशंसा करते हैं कि स्थापना के बाद रीमर बोल्ट और यू-नट पर निशान लगाकर ढीलेपन की जाँच करें। अन्य भागों में किसी भी असामान्यता की भी जाँच करें।
