तकनीकी डेटा युग्मन हैंडलिंग
जॉ-फ्लेक्स कपलिंग एल सीरीज़ हैंडलिंग
पायलट बोर उत्पाद
1. शाफ्ट होल मशीनिंग, कीवे मशीनिंग
पायलट बोर उत्पादों से छेद ड्रिल करते समय और कुंजी-मार्गों की मशीनिंग करते समय, कृपया नीचे दिए गए चरणों का पालन करें।
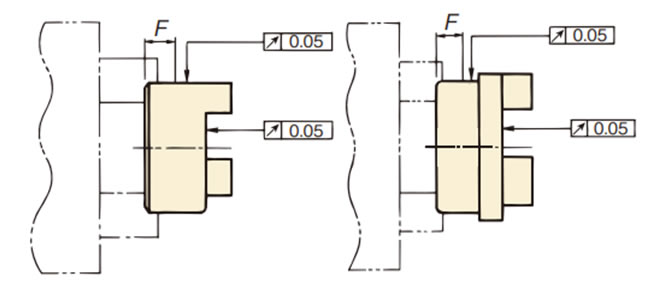
- (1) मशीनिंग से पहले हब के बाहरी व्यास को चक करें और इसे चित्र 1 में दिखाए अनुसार केंद्र में रखें।
सिंटर्ड हब प्रकार और प्लेटेड हब लौह-आधारित सिंटर्ड मिश्र धातु से बने होते हैं और भाप-उपचारित होते हैं, इसलिए हम काटने के उपकरण के लिए कार्बाइड सामग्री (JIS प्रतीक 9-20, K-01) का उपयोग करने की सलाह देते हैं। (L190 और L225 कच्चे लोहे से बने होते हैं।) - (2) की-वे को ऐसी स्थिति में मशीन किया जाना चाहिए जिससे पंजे न लगें। तालिका 4 में अनुशंसित टैप आकार और स्थितियाँ दर्शाई गई हैं।
- (3) शाफ्ट बोर मशीनिंग सहिष्णुता के लिए, हम तालिका 5 में दिखाए गए अनुसार ढीला फिट फिट सहिष्णुता की सलाह देते हैं। माउंटिंग विधियों से बचें जो आंतरिक तन्यता तनाव उत्पन्न करते हैं, जैसे दबाकर फिट करना पावर लॉक।
चित्र 1. शाफ्ट छेद मशीनिंग आरेख
| उपयुक्त | उपयुक्त | उपयुक्त | |||
|---|---|---|---|---|---|
| शाफ्ट सहिष्णुता | छेद सहिष्णुता | शाफ्ट सहिष्णुता | छेद सहिष्णुता | शाफ्ट सहिष्णुता | छेद सहिष्णुता |
| h6 h7 |
H7 | j6 j7 |
G7 | k6 k7 |
F7 |
| सिंटर हब प्रकार, प्लेटेड फिनिश | एल्यूमीनियम हब प्रकार | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| आकार | L035 | L050 | L070 | L075 | L090 | L095 | L099 | L100 | L110 | L150 | L190 | L225 | L050A | L070A | L075A | L090A | L095A | L100A | L110A | |
| L035F | L050F | L070F | L075F | L090F | L095F | L099F | L100F | L110F | L150F | L190F | L225F | |||||||||
| नल का आकार | M3 | M4 | M5 | M5 | M6 | M6 | M6 | M6 | M8 | M8 | M8 | M8 | M4 | M5 | M5 | M6 | M6 | M6 | M8 | |
| F(mm) | 3.0 | 8.00 | 9.5 | 10.5 | 10.5 | 12.5 | 13.5 | 12.5 | 20.5 | 17.5 | 25.5 | 25.5 | 8.0 | 9.5 | 10.5 | 10.5 | 10.5 | 17.0 | 20.5 | |
2. स्थापना
- (1) हब और चाबी को दोनों शाफ्ट पर फिट करें। हब या चाबी को हथौड़े से ठोककर न लगाएँ। चाबी को अच्छी तरह से घिसना सुनिश्चित करें।
- (2) सेट स्क्रू को दो स्थानों पर सुरक्षित करें।
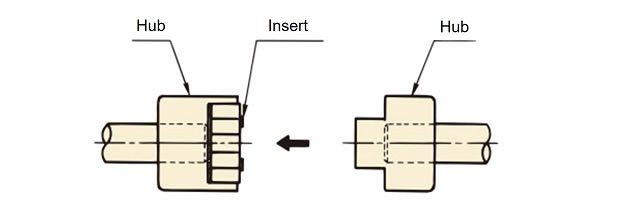
- (3) इन्सर्ट को हब के एक तरफ फिट करें।
- (4) दोनों हब्स को इस प्रकार जोड़ें कि पंजे और इन्सर्ट के अंतिम चेहरे एक दूसरे के साथ समतल हों (चित्र 2)।
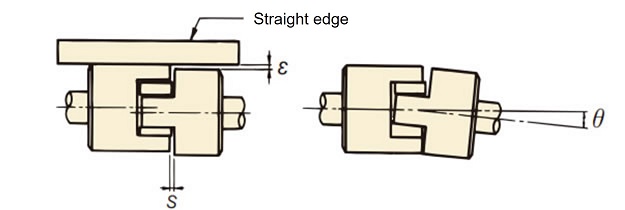
- (5) इस समय, एस आयाम (तालिका 6) सेट करके मिसलिग्न्मेंट कोण (कोणीय असंरेखण) को सही करें ताकि यह परिधि पर एक समान हो जैसा कि चित्र 3 में दिखाया गया है। स्वीकार्य मिसलिग्न्मेंट कोण (कोणीय असंरेखण) θ के लिए तालिका 6 देखें।
- (6) इसके अलावा, हब की बाहरी परिधि पर एक सीधा किनारा रखें जैसा कि चित्र 3 में दिखाया गया है, और सुनिश्चित करें कि लगभग 90° अलग दो स्थानों में ε मान तालिका 6 में दिए गए मान के बराबर या उससे कम है। केंद्रीकरण की सटीकता से इंसर्ट का जीवन बहुत प्रभावित होता है।
चित्र 2
चित्र 3. केंद्रित आरेख
| आकार | सिंटर्ड हब | L035 | L050 | L070 | L075 | L090 | L095 | L099 | L100 | L110 | L150 | L190 | L225 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| चढ़ाना विनिर्देशों | L035F | L050F | L070F | L075F | L090F | L095F | L099F | L100F | L110F | L150F | L190F | L225F | |
| एल्यूमीनियम हब | L050A | L070A | L075A | L090A | L095A | L100A | L110A | ||||||
| स्वीकार्य उत्केंद्रता (समानांतर त्रुटि) ε (मिमी) | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | |
| स्वीकार्य कोण विचलन (कोणीय असंरेखण) (θ°) | एस, एम प्रकार | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| एच प्रकार | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |
| S(mm) | मानक आयाम | 0.6 | 1.9 | 1.7 | 1.7 | 1.7 | 1.7 | 1.7 | 1.9 | 2.3 | 2.0 | 2.3 | 2.3 |
| अंतिम खेल (अक्षीय विस्थापन) | ±0.3 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.7 | ±0.7 | ±0.7 | ±1.0 | ±1.0 | |
*एल्युमीनियम हब प्रकार का उपयोग एम प्रकार और एच प्रकार के साथ भी किया जा सकता है, लेकिन ट्रांसमिशन टॉर्क एस प्रकार के समान ही होता है।
- (7) यदि घूर्णन गति 2000 आर/एम से अधिक है, तो हम अनुशंसा करते हैं कि ε और θ के मान तालिका 6 में दिए गए मानों के आधे या उससे कम हों।
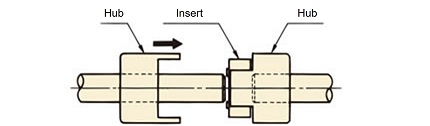
- (8) एक अन्य स्थापना प्रक्रिया यह है कि शाफ्ट पर दोनों हब्स को इस प्रकार खिसकाया जाए कि पंजों के अंतिम फलक और इन्सर्ट के अंतिम फलक एक-दूसरे के समतल हों, जैसा कि चित्र 4 में दिखाया गया है। केंद्रीकरण विधि को चरण (5) और (6) की तरह ही अपनाएँ। केंद्रीकरण के बाद, दोनों सेट स्क्रू को दाईं ओर दी गई तालिका (तालिका 7) में दिखाए गए कसने वाले टॉर्क से मज़बूती से कसें।
- (9) हम सेट स्क्रू को ढीला होने से बचाने के लिए उन पर धातु चिपकने वाले पदार्थ का उपयोग करने की सलाह देते हैं।
(अनुशंसित चिपकने वाला: लोक्टाइट 262)
चित्र 4
| सेट पेंच आकार |
M3 | M4 | M5 | M6 | M8 | M10 | M12 |
|---|---|---|---|---|---|---|---|
| आघूर्ण कसाव N・m{kgf・m} |
0.78 {0.08} |
1.86 {0.19} |
3.63 {0.37} |
6.66 {0.68} |
16.2 {1.65} |
29.4 {3.0 } |
54.9 {5.6 } |
छेद-मशीनीकृत हब
1. स्थापना से पहले जांच करें
- (1) बोर व्यास और कुंजी प्रकार (जे: नई जेआईएस मानक कुंजी, ई: पुरानी जेआईएस दो प्रकार) वास्तविक हब पर प्रदर्शित होते हैं, इसलिए कृपया आपके द्वारा ऑर्डर किए जा रहे आकार के लिए बोर व्यास और कुंजी प्रकार की जांच करें।
- (2) दो सेट स्क्रू शामिल हैं।
- (3) Φ11 या उससे कम व्यास वाले शाफ्ट छेद में कुंजी मार्ग नहीं होता है और इन्हें दो सेट स्क्रू का उपयोग करके जोड़ा जाता है।
- (4) सुनिश्चित करें कि शाफ्ट व्यास की सहनशीलता, जिससे हब जुड़ा हुआ है, तालिका 8 में अनुशंसित सहनशीलता के अनुसार है।
| उपयुक्त | उपयुक्त | उपयुक्त | |||
|---|---|---|---|---|---|
| शाफ्ट सहिष्णुता | छेद सहिष्णुता | शाफ्ट सहिष्णुता | छेद सहिष्णुता | शाफ्ट सहिष्णुता | छेद सहिष्णुता |
| h6 h7 |
H7 | j6 j7 |
G7 | k6 k7 |
+ 0.040 + 0.015 |
2. स्थापना
पायलट बोर आइटमों को स्थापित करने के लिए ऊपर दिया गया अनुभाग देखें।
3. उपयोग का वातावरण
- - इसे अच्छे हवादार क्षेत्र में प्रयोग करें, जहां धूल और नमी कम से कम हो।
- - ऐसे स्थानों पर उपयोग करने से बचें जहां संक्षारक तरल पदार्थ या गैसें मौजूद हों, या जहां ज्वलनशील या विस्फोटक पदार्थ हों।
- -कृपया बाहर उपयोग करने से बचें।
4. निरीक्षण
वास्तविक संचालन के 1-2 घंटे बाद, अवनति (कोणीय असंरेखण) और उत्केन्द्रता (समानांतर त्रुटि) की पुनः जांच करें।
इसके अलावा, भागों में असामान्यताओं और इन्सर्ट के घिसाव की समय-समय पर जांच करें (उदाहरण के लिए, हर छह महीने से एक वर्ष तक)।
इन्सर्ट उपभोग्य वस्तुएं हैं और इन्हें नियमित रूप से बदला जाना चाहिए।
